


水冷板钎焊石墨模具,冷却板真空钎焊工装夹具,储能电池液冷板用3003铝板,铝真空钎焊炉石墨工装,铝合金水冷板钎焊石墨模具,紫铜板水冷板石墨模具,LED水冷板石墨模具
水冷板钎焊石墨模具的工艺要求首要体现在钎料挑选、钎焊工艺、夹具规划及质量检测等方面,以下是具体介绍:
钎料挑选
钎料的挑选首要依据用处和外表加工状况而定。作为耐热资料运用时,应挑选钎焊温度高、耐热性好的钎料;而用于化工耐蚀资料时,则应挑选钎焊温度低、耐蚀性好的钎料。关于400~800℃之间运用的石墨构件及金刚石东西,一般选用金基、钯基、锰基或钛基钎料;关于800~1000℃之间运用的接头,则选用镍基或钴基钎料;石墨构件在1000℃以上运用时,可选用纯金属钎料(Ni、Pd、Ti)或含有能与碳构成碳化物的Mo、Ta等元素的合金钎料。关于经过外表金属化处理后的石墨,可选用延性高、抗腐蚀性好的纯铜钎料;关于不进行外表处理的石墨或金刚石,可选用活性钎料进行直接钎焊,这些钎料大多是钛基二元或三元合金。
钎焊工艺
预处理:焊件装配前,应先对焊件进行预处理,用酒精或丙酮将石墨资料的外表污染物擦洗洁净。
外表金属化法钎焊:应先在石墨外表电镀一层Ni、Cu或用等离子喷镀一层Ti、Zr或二硅化钼,然后选用铜基钎料或银基钎料进行钎焊。
活性钎料直接钎焊:可将钎料夹置在钎焊接头中心或挨近一头。当与热胀大系数大的金属钎焊时,可使用必定厚度的Mo或Ti作中心缓冲层,该过渡层在钎焊加热时可发生塑性变形,吸收热应力,避免石墨开裂。
参数操控:钎焊天然金刚石应在真空或氩气保护下进行,钎焊温度不宜超越850℃,并选用较快的加热速度,在钎焊温度下的保温时刻不能过长(一般选10s左右),避免在界面构成接连的TiC层。
夹具规划
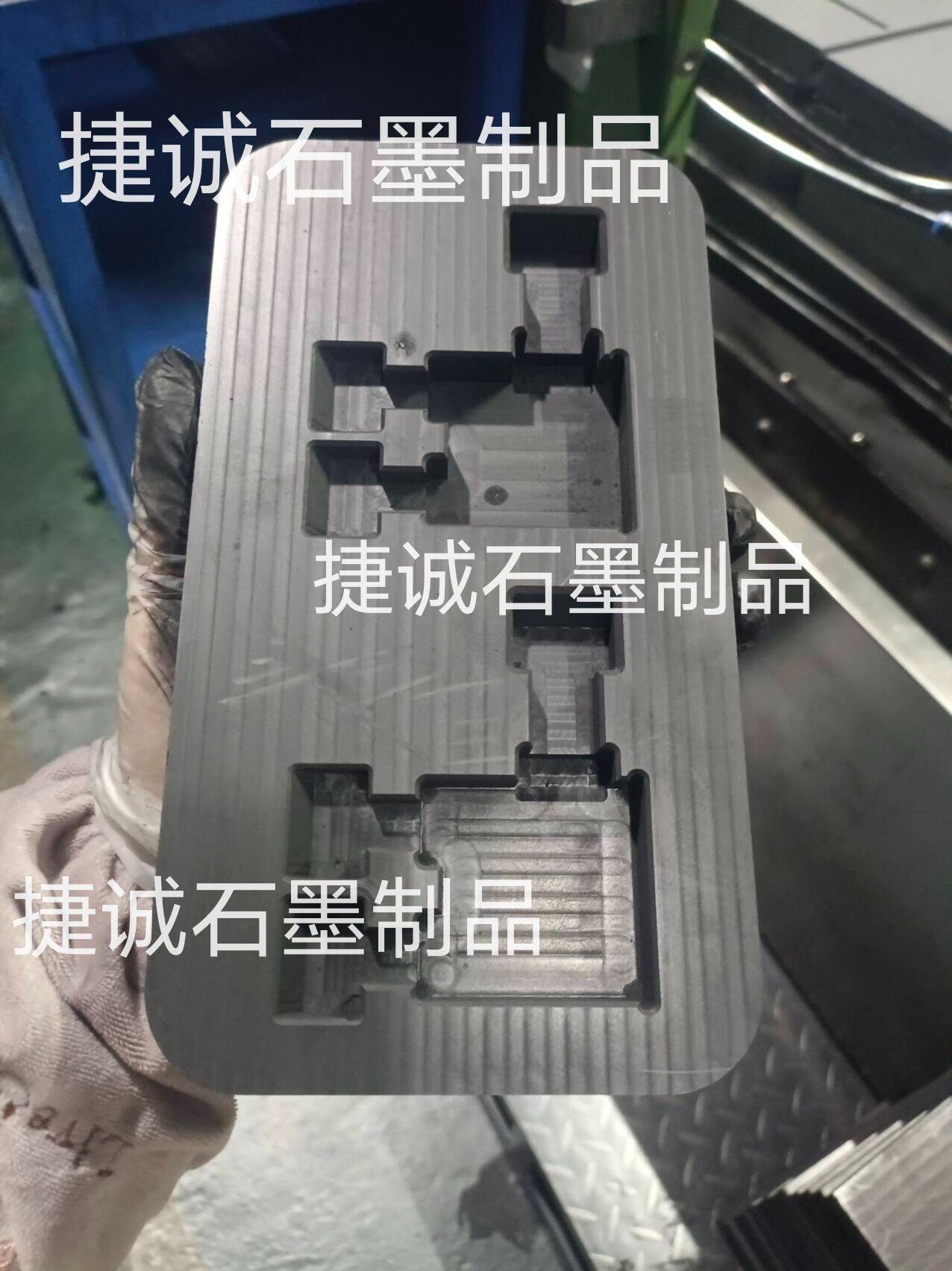
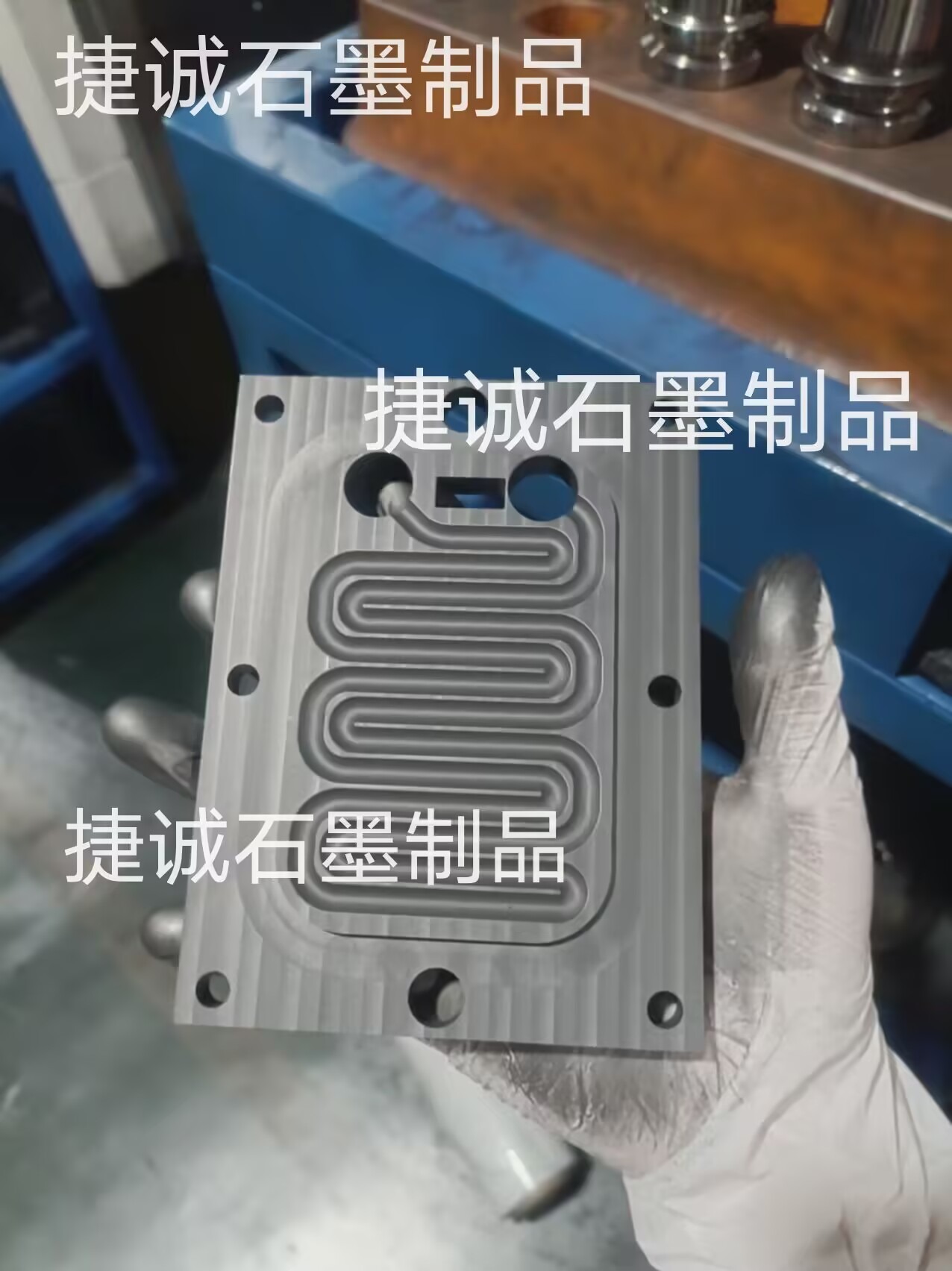
资料挑选:可运用上下对位设置的上石墨板和下石墨板作为夹具,使用石墨板的高平面度保证钎焊成型后水冷板外表的平面度,一起避免选用不锈钢夹具形成钎焊后的水冷板外表发生黑色氧化层的问题。
定位规划:水冷板上构成有第必定位孔,上石墨板构成有第二定位孔,下石墨板构成有第三定位孔,第必定位孔、第二定位孔和第三定位孔经过定位件连接,完成对水冷板的定位,避免钎焊过程中水冷板发生偏移。
透气规划:下石墨板上构成有别离对准水冷板的进水口和水冷板的出水口的透气孔,使得钎焊过程中水冷板中的空气受热胀大经透气孔排出,并且因为上石墨板的自重,水冷板不会发生胀大,然后保证了水冷板的钎焊质量和平面度。
质量检测
钎焊接头在整个钎焊构件中归于最单薄的部位,为了保证钎焊结构件的质量和运行安全,一般都要对钎焊接头进行查验后方能投入运用。钎焊接头质量的操控有必要贯穿于出产中的各个环节,从原资料的进厂、半制品件的出产、制品件的出厂等都要进行钎焊工艺实验。
-
水冷板钎焊石墨模具,GPU钎焊治具石墨盖板,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,AL6061水冷板真空钎焊工装,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家
-
液冷板石墨模具,真空钎焊零件备件定制加工,钎焊铝板结构水冷板工装夹具,AL6061水冷板真空钎焊石墨模具,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,石墨模具加工
-

液冷板石墨模具,钎焊铝板结构水冷板工装夹具,真空钎焊零件备件定制加工,AL6061水冷板真空钎焊石墨模具,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,石墨模具加工
-
水冷板钎焊石墨模具,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,GPU钎焊治具石墨盖板,AL6061水冷板真空钎焊工装,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家
-
液冷板钎焊石墨模具,铝真空钎焊水冷板石墨工装,高温真空钎焊工艺,真空扩散钎焊模具加工,银基真空钎焊模具,散热真空钎焊液冷散热器水冷板厂家,水冷板钎焊石墨工装夹具