


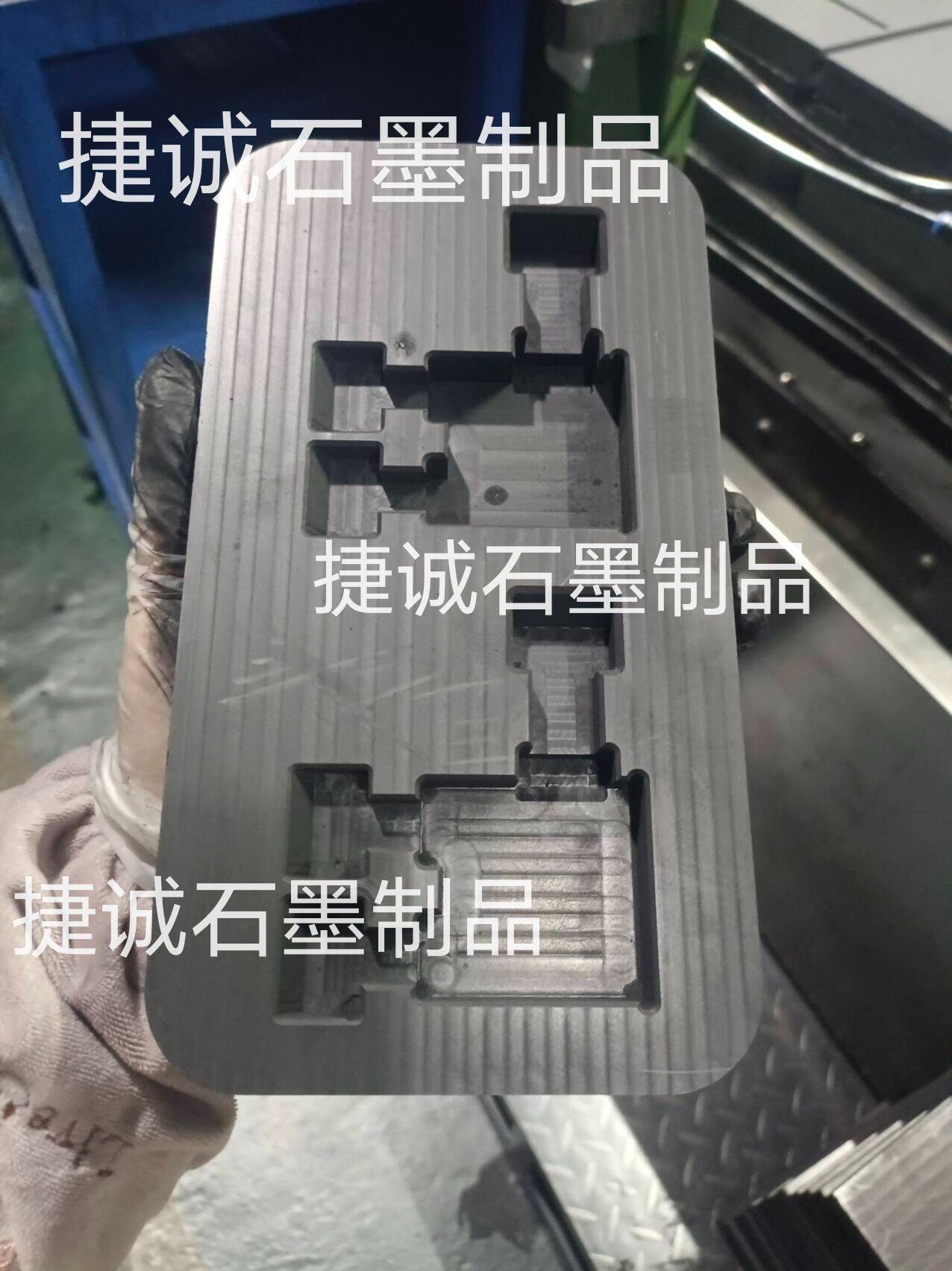
液冷板石墨模具,真空钎焊零件备件定制加工,钎焊铝板结构水冷板工装夹具,AL6061水冷板真空钎焊石墨模具,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,石墨模具加工
在液冷板石墨模具的加工阶段,精度控制至关重要,以下从多个方面介绍其精度控制要害:
切开成型阶段
挑选切开工艺:原材料预处理选用数控线切开或激光切开两种主流切开工艺。数控线切开运用0.2mm钼丝,加工精度±0.05mm,合适凌乱归纳切开;激光切开速度可达10m/min,热影响区控制在0.1mm内,合适大批量出产。
预留加工余量:切开阶段需预留0.3 - 0.5mm加工余量,并留意石墨层状结构的方向性排列。
表面清洁:切开后需进行超声波清洗,去除表面粉尘,避免后续加工时产生崩边。
数控粗加工阶段
挑选刀具与参数:运用3轴/4轴数控铣床完成80%的材料去除,刀具挑选金刚石涂层硬质合金刀具(直径6 - 12mm),加工参数为主轴转速8000 - 12000rpm,进给速度800-1200mm/min。
控制加工变形:此阶段要害控制加工变形,经过分层切削(每刀深度≤2mm)和途径优化,将规范公役控制在±0.1mm以内。
规范初检:加工后需进行规范初检。
精加工阶段
曲面精铣:运用球头铣刀(R1 - R3),表面粗糙度Ra≤0.8μm。
微孔加工:直径0.5mm以下微孔选用电火花工艺,精度±0.005mm。
边际处理:进行C0.2倒角加工避免崩边,运用800#金刚石砂轮抛光。
刀具监测:精加工阶段需实时监测刀具磨损,每加工50模次替换刀片。
加工东西与设备优化
专用东西:运用专门规划的石墨加工东西,如金刚石或硬质合金刀具,这些东西具有更高的硬度和耐磨性,合适加工石墨。
高精度设备:选用高精度数控机床,确保加工过程中的稳定性和精确性。
冷却液与润滑剂:运用恰当的冷却液(如水基冷却液)避免石墨在加工过程中因高温而产生热裂纹,运用润滑剂削减加工过程中的抵触和磨损,延伸东西寿数。
加工战略:选用低速加工战略,削减切削力和热量,下降石墨材料的脆性断裂危险;经过屡次纤细加工代替一次性深加工,削减加工应力和热量堆集。
表面涂层:在石墨表面涂覆一层抗磨损或抗氧化材料,行进加工过程中的耐磨性和抗氧化性。
无尘环境与湿度控制:在无尘或洁净的环境中进行加工,削减石墨粉尘对加工质量的影响;控制加工环境的湿度,避免石墨吸湿导致加工过程中呈现规范不稳定现象。
人员培训与处理
专业培训:对操作人员进行专业培训,行进他们对石墨加工特性的理解和操作技能。
履历同享:经过履历沟通和技术同享,行进加工功率和质量。
监督检查:操作者有必要明晰模具规范,科学控制模具加工精度,使其在作业过程中有用履行职责,严峻按要求作业。并做好监督检查,避免加工过程中呈现质量问题,避免违规。
奖惩方法:拟定奖惩方法,鼓动员工主动生动学习,不断行进事务才调,使其构成超卓的模具加工精度控制知道,严峻规范作业。
-
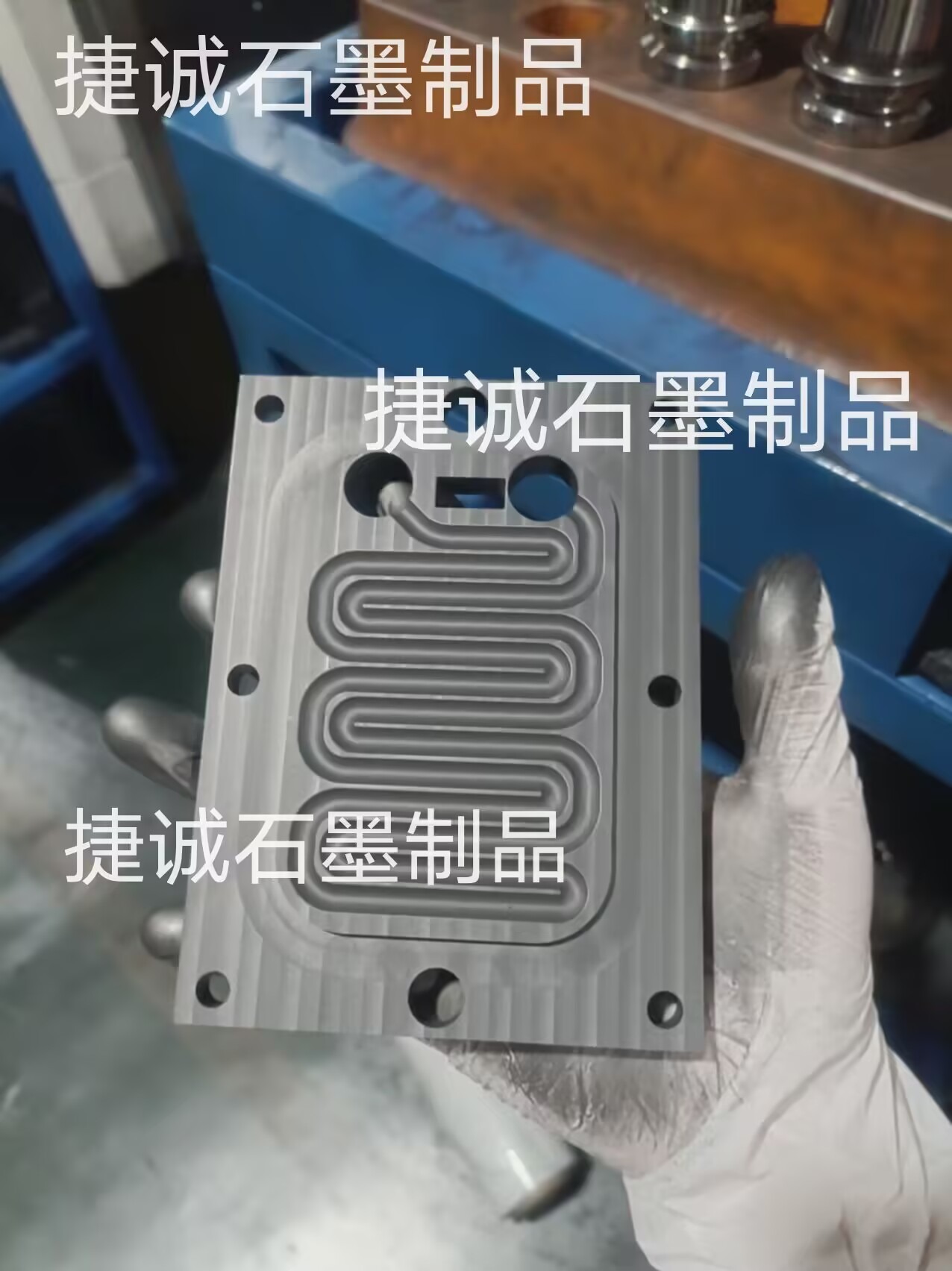
水冷板钎焊石墨模具,GPU钎焊治具石墨盖板,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,AL6061水冷板真空钎焊工装,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家
-

水冷板钎焊石墨模具,冷却板真空钎焊工装夹具,储能电池液冷板用3003铝板,铝真空钎焊炉石墨工装,铝合金水冷板钎焊石墨模具,紫铜板水冷板石墨模具,LED水冷板石墨模具
-
液冷板石墨模具,钎焊铝板结构水冷板工装夹具,真空钎焊零件备件定制加工,AL6061水冷板真空钎焊石墨模具,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,石墨模具加工
-
水冷板钎焊石墨模具,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,GPU钎焊治具石墨盖板,AL6061水冷板真空钎焊工装,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家
-
液冷板钎焊石墨模具,铝真空钎焊水冷板石墨工装,高温真空钎焊工艺,真空扩散钎焊模具加工,银基真空钎焊模具,散热真空钎焊液冷散热器水冷板厂家,水冷板钎焊石墨工装夹具