


石墨VC均温板模具的焊接工艺
石墨VC均温板模具的焊接工艺首要根据松散焊的原理,并结合石墨资料的特性进行。以下是对石墨VC均温板模具焊接工艺的详细解说:
一、焊接前的预备
石墨模具的选择与制备:
选用高纯度、高导热系数的石墨资料,经过精细加工,制成所需的模具形状。
石墨模具应具有出色的导热功用和耐高温特性,以满意VC均温板的散热需求。
待焊工件的预备:
对待焊工件进行清洗和外表处理,去除油污、氧化物等杂质,保证焊接质量。
查看工件的规范和形状是否符合要求,以保证与石墨模具的匹配度。
二、焊接工艺
松散焊接工艺:
将待焊工件与石墨模具严密组装在一起,保证它们之间的空位尽或许小。
在高温、高压条件下,使被联接资料外表产生微观塑性变形和原子互相松散,然后完结资料的联接。
松散焊接过程中,需求严峻操控温度、压力和时刻等参数,以保证焊接质量。
瞬时液相松散焊:
在待焊工件与石墨模具之间参加一层有利于松散的中心材料(如某些合金元素或化合物)。
在加热保温过程中,中心材料熔化并产生小量的液相,这些液相金属可填充裂缝,并使液相中的某些元素向母材松散,最终构成冶金联接。
瞬时液相松散焊可下降待焊外表制备的质量要求,削减焊接时刻,并前进接头质量的稳定性。
三、焊接后的处理
冷却:
焊接完毕后,将工件从炉中取出并进行冷却。
冷却过程中,应操控冷却速度和温度梯度,以防止焊接接头的变形和裂纹的产生。
检测:
对焊接接头进行质量检测,包括外观查看、规范测量、力学功用测验等。
保证焊接接头符合设计要求和运用要求。
后处理:
根据需求,对焊接接头进行后处理,如打磨、抛光等,以前进其外表质量和漂亮度。
四、注意事项
温度操控:
温度是保证焊接质量的关键因素。温度过低或许导致焊接不充分,而温度过高则或许导致石墨模具的损坏或焊接接头的变形。
压力施加:
施加恰当的压力可以坚持待焊工件与石墨模具之间的严密触摸,并促进原子间的松散。
时刻管理:
焊接时刻的长短直接影响焊接接头的质量和强度。过短的焊接时刻或许导致焊接不充分,而过长的焊接时刻则或许导致石墨模具的过度磨损或焊接接头的过热变形。
综上所述,石墨VC均温板模具的焊接工艺包括焊接前的预备、焊接工艺、焊接后的处理以及注意事项等多个方面。经过严峻操控这些环节,可以保证石墨VC均温板模具的焊接质量和功用。

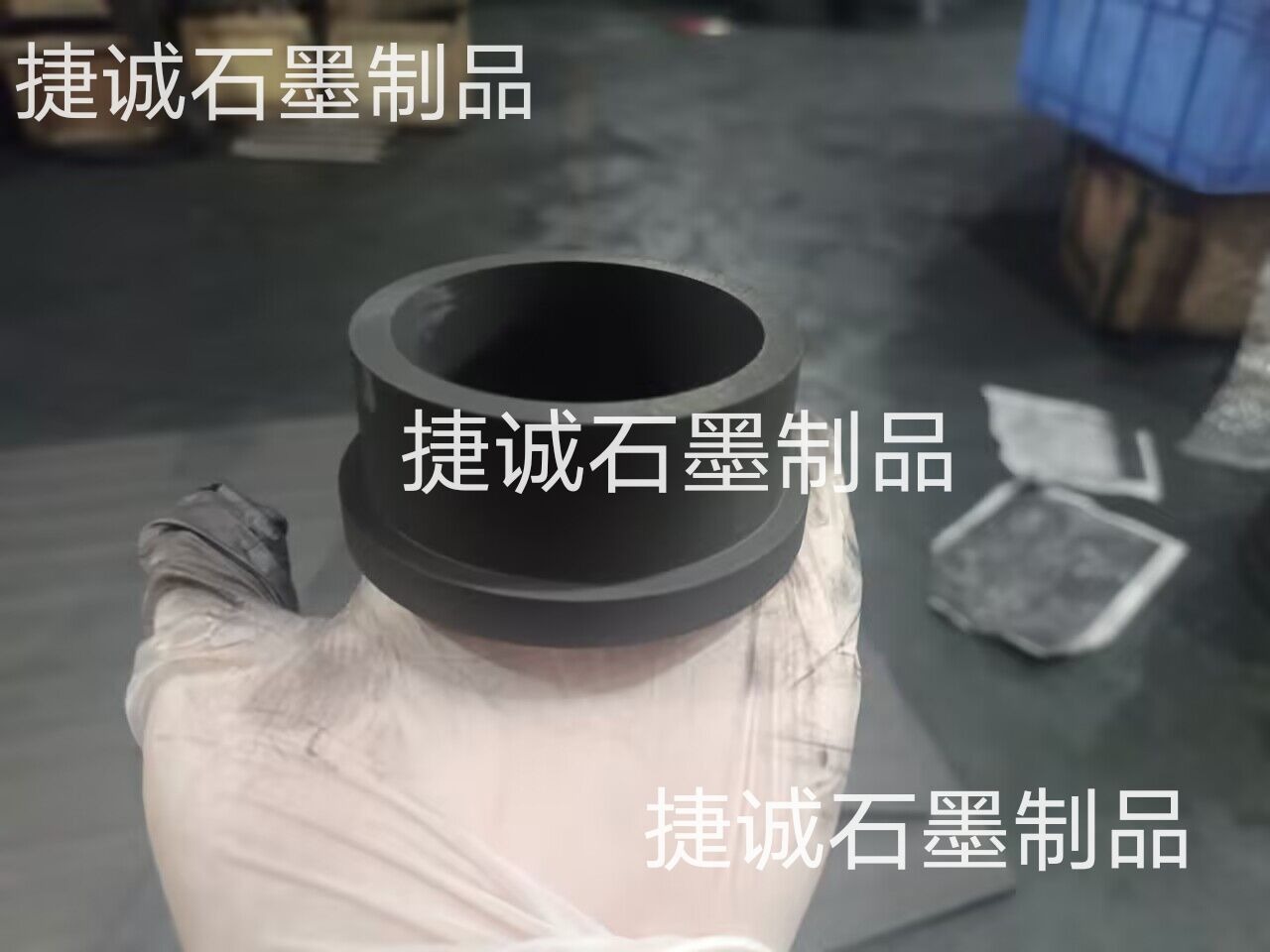
-

石墨熔炼坩埚,耐高温高强耐用石墨熔炼坩埚,高纯石墨坩埚,高纯首饰实验室坩埚,冶炼黄金石墨坩埚,高纯高密石墨熔炼坩埚,石墨坩埚加工,石墨坩埚生产厂家
-
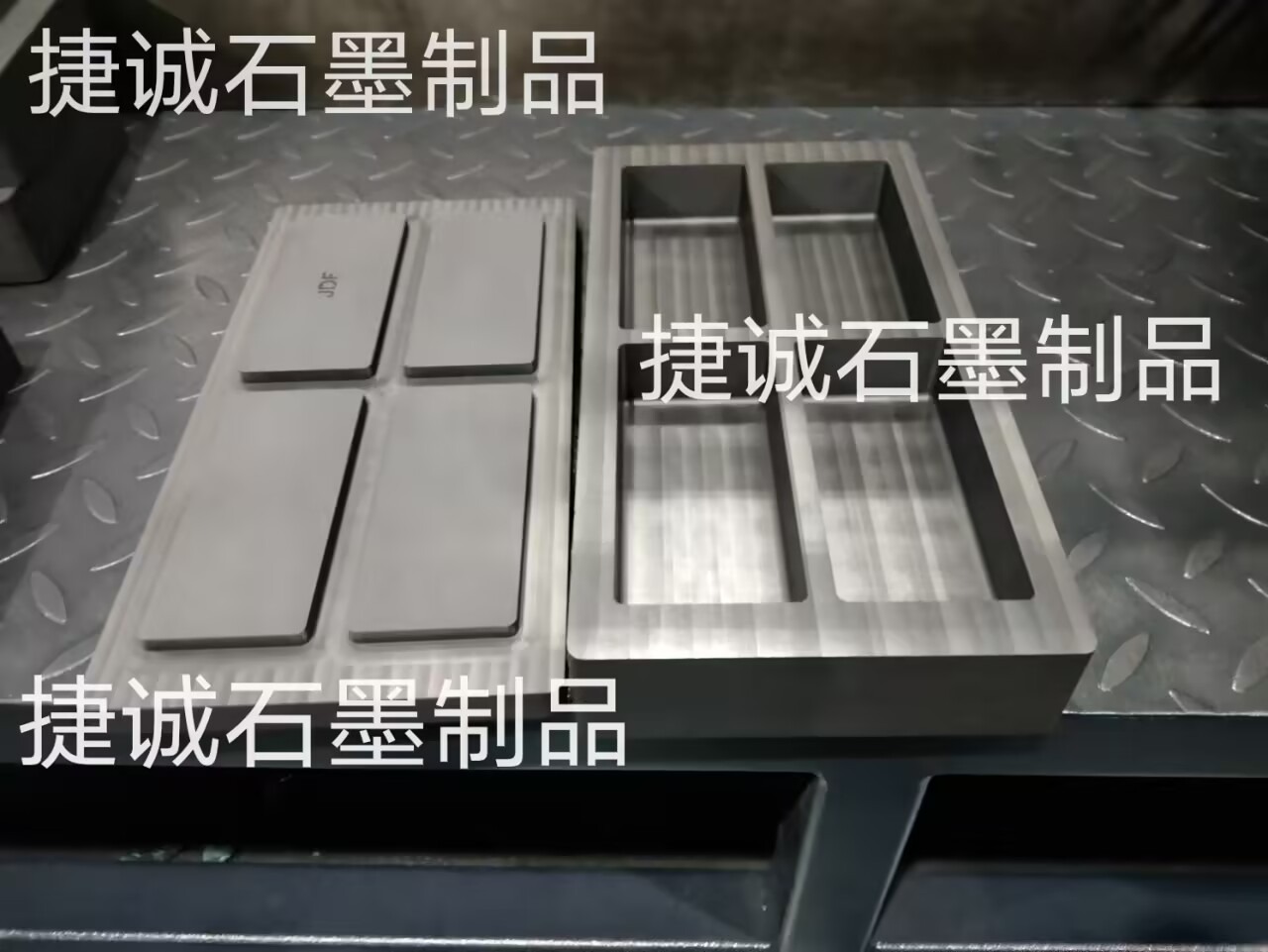
石墨油槽,高温金属倒模槽,高纯度石墨油槽,多槽石墨油槽石墨模具石墨坩埚,四件套多槽石墨油槽,铸锭石墨模具,石墨油槽加工,石墨油槽生产厂家
-
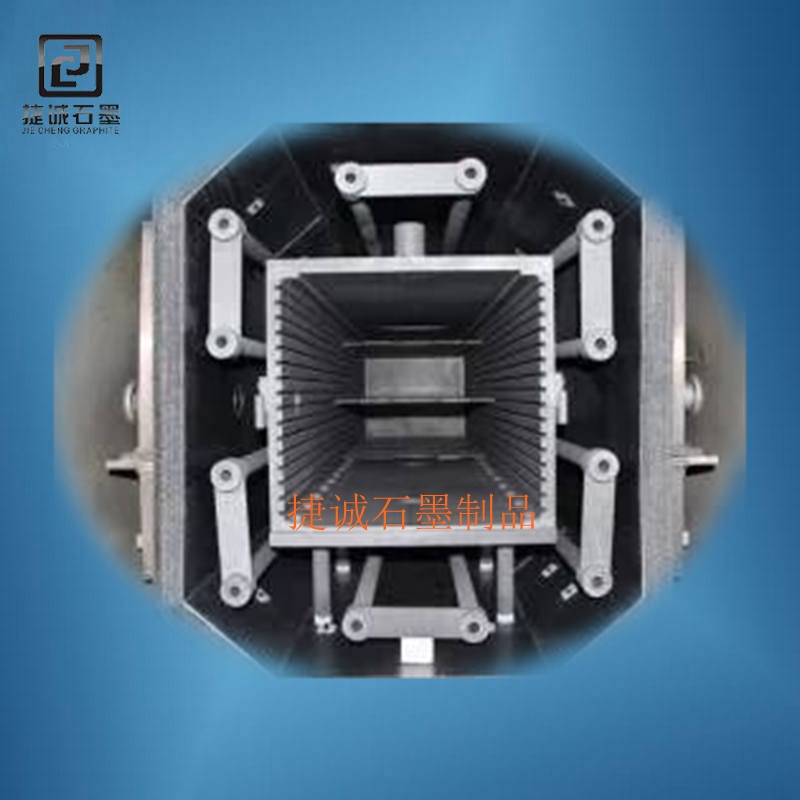
真空炉石墨炉床板,真空炉石墨件,真空炉石墨配件,真空炉石墨件石墨炉床板,真空炉石墨配件石墨炉床板,真空炉石墨发热元件,真空炉石墨件加工,真空炉石墨件生产厂家
-

真空炉石墨立柱,真空炉石墨件石墨立柱,真空炉石墨件,真空炉石墨配件石墨立柱,真空炉石墨配件,真空炉石墨件加工,真空炉石墨发热元件,真空炉石墨件生产厂家
-

石墨坩埚,分析仪器石墨坩埚,石墨匣钵坩埚,石墨坩埚加工,高纯石墨坩埚,等静压石墨坩埚,高纯石墨坩埚加工厂,石墨坩埚加工厂,石墨坩埚生产厂家
-
镶嵌石墨轴承,石墨轴承,浸渍石墨轴承,石墨轴承加工,浸树脂石墨轴承,耐磨石墨轴套,石墨轴承套,石墨轴套加工,石墨轴承生产厂家