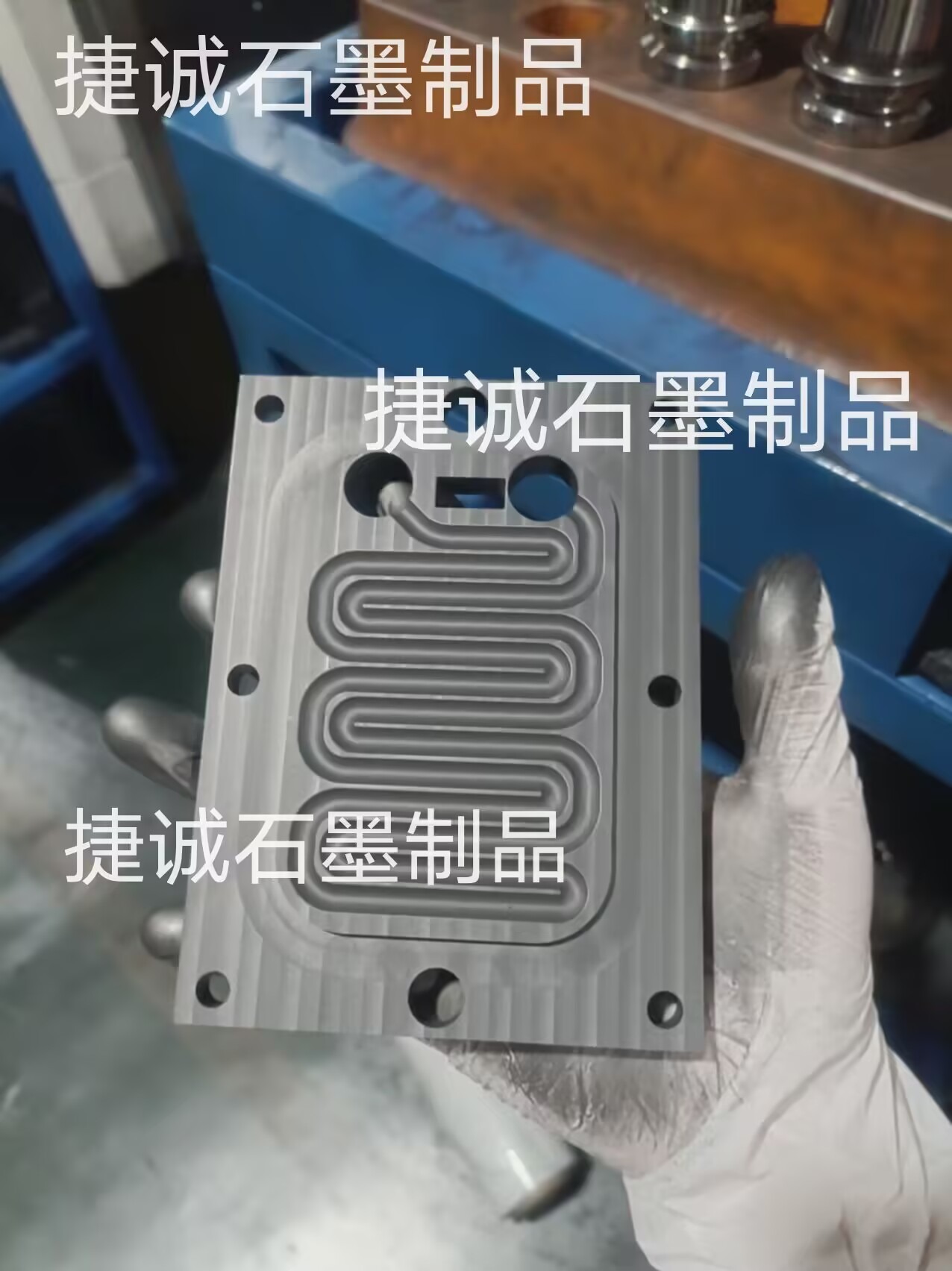
液冷板钎焊石墨模具,真空扩散钎焊模具加工
液冷板钎焊石墨模具的工艺过程首要包括规划、资料预备、加工、钎焊及检测等环节,以下是具体说明:
规划阶段:根据产品需求,规划出石墨模具的图纸,承认模具的结构和标准。需归纳考虑客户的运用温度(最高可达3000℃)、耐腐蚀要求(如熔融金属触摸)、导电需求等参数,经过分层切削(每刀深度≤2mm)和途径优化,将标准公差操控在±0.1mm以内。
资料预备:选择合适加工的石墨资料,一般运用高纯度鳞片石墨。选材后,对原资料进行预处理,如切开成型,选用数控线切开或激光切开工艺,并预留加工余量。
模具成型:运用数控加工中心或手艺雕刻的方法,制作出石墨模具的模型。将制作好的石墨模具模型放入高温炉中烧结,使其构成完好的石墨模具。
模具精加工:对石墨模具进行精加工,使其表面润滑平坦,达到要求的标准精度。加工后需进行标准初检。
钎焊预备:对石墨模具表面进行清洁处理,用酒精或丙酮将表面的污染物擦拭洁净。关于表面不易被一般钎料湿润的资料,钎焊前可经过表面改性,如真空镀膜、离子溅射、等离子喷镀等方法,在石墨表面堆积一层能与钎料构成出色结合的金属或化合物层,或许运用高活性钎料。一起,根据运用温度和表面加工情况,选择合适的钎料。
钎焊进程:
模具定位与夹持:将水冷板夹持于两块石墨板之间,并进行定位。可运用提拉件将夹紧部分别抵紧于石墨板相对的二侧周围面,使得夹持部处于张紧情况,夹持部遭到指向石墨板的复位力。
转移与放置:手握提拉部,将夹持有水冷板的石墨板转移至钎焊炉中,并将石墨板放置于垫铁上,然后松开夹持部,取出提拉件。
气氛保护与温度操控:在钎焊进程中选用氮气等惰性气体进行保护,避免石墨模具和钎料氧化。严峻操控钎焊温度和时刻,避免温度过高导致模具变形或功能下降,或温度过低导致钎焊不健壮。
钎焊后处理:
冷却:钎焊完成后,让石墨模具天然冷却或选用恰当的冷却方法进行冷却,避免急冷导致模具开裂。
拾掇:拾掇模具表面的残留钎剂和杂质,确保模具表面清洁。关于有机类软钎剂的残渣可用汽油、酒精、丙酮等有机溶剂擦拭或清洗;硼砂和硼酸钎剂的残渣因为呈玻璃状粘着在接头表面,不易根除,一般只能用机械方法或在沸水中长时刻浸煮根除。
检测与调试:对钎焊后的石墨模具进行严峻的查验,包括标准检测、密封性检测、外观查看等,确保模具质量符合要求。例如,选用三坐标测量仪等设备对模具标准进行精确检测,确保标准公差符合规划要求;经过氦气泄漏检测等方法,对模具的密封性进行检测,确保无泄漏现象。对组装好的模具进行调试,确保模具可以正常作业。