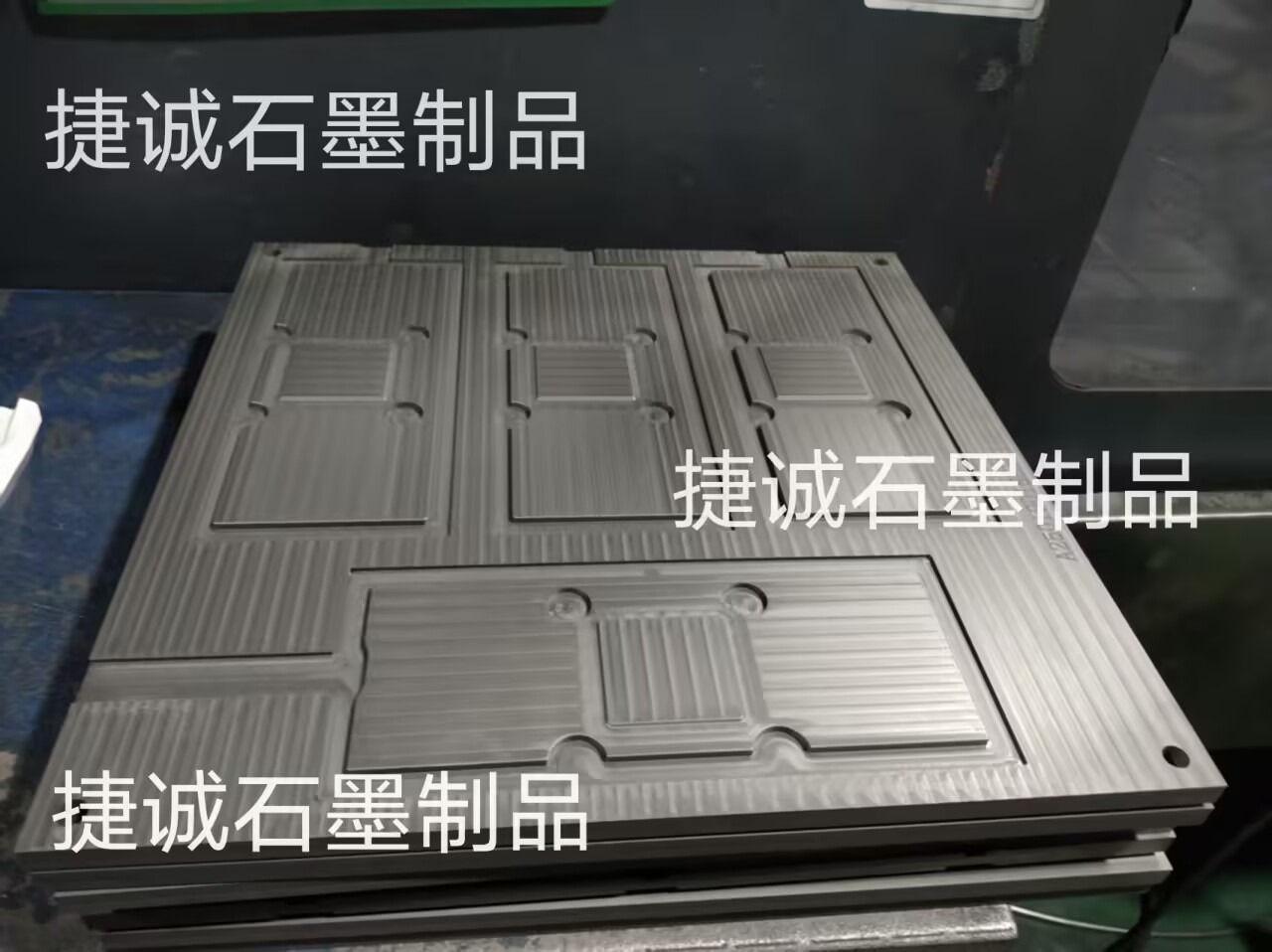
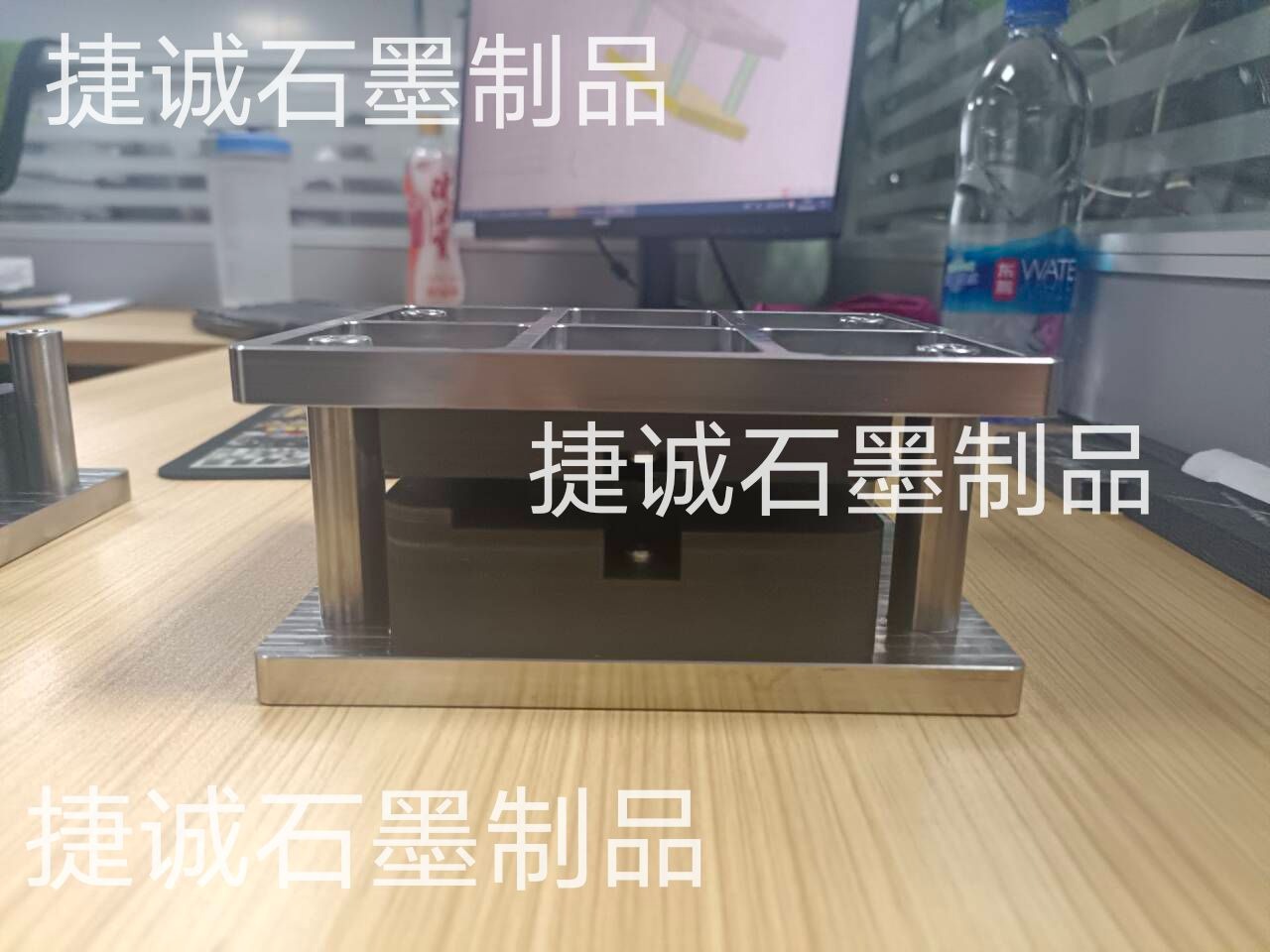
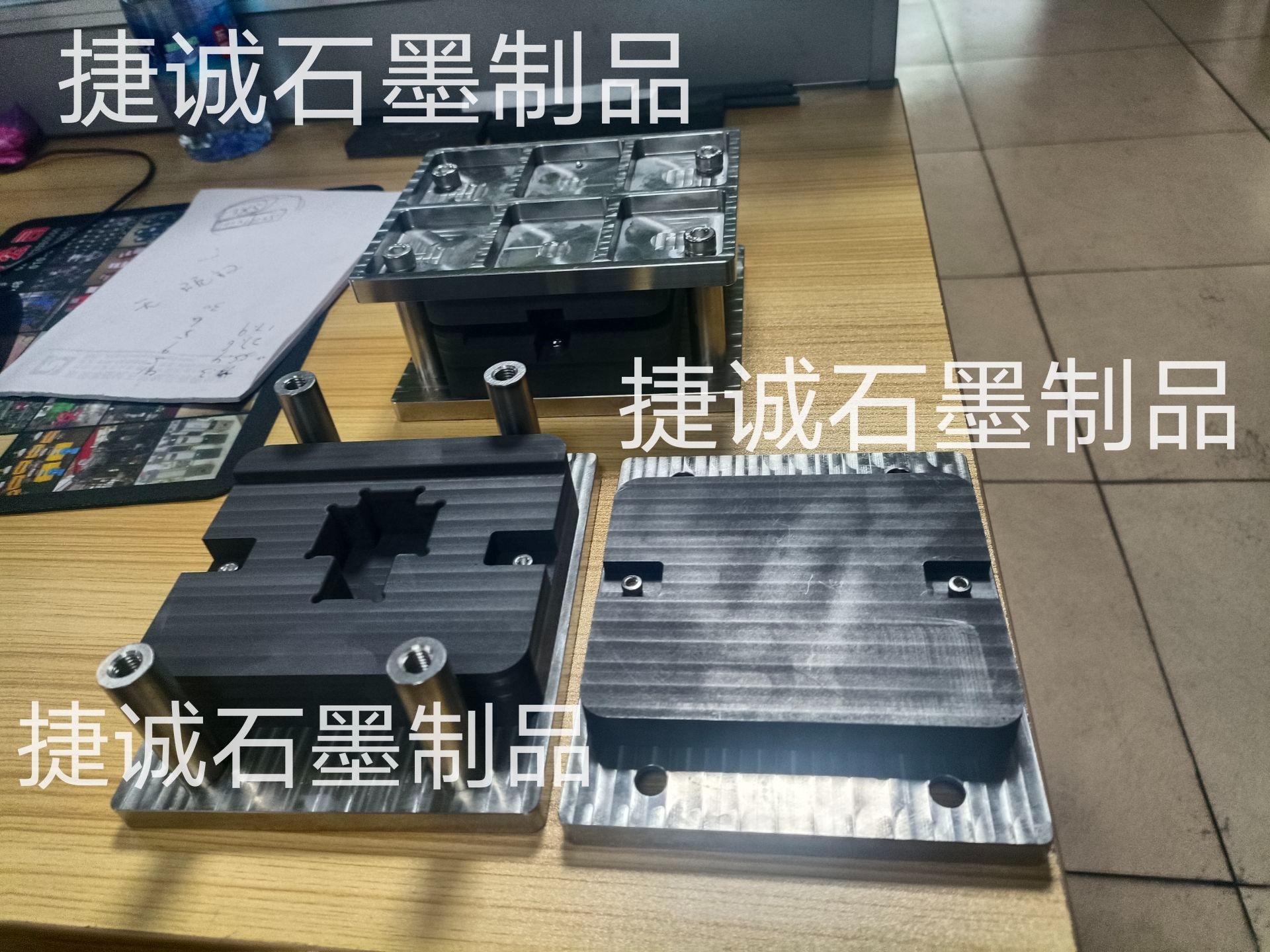
VC真空液冷均热板烧结模具
VC真空液冷均热板烧结模具的表面质量处理需满意纳米级精度控制、高洁净度、抗粘附性三大中心要求,详细处理流程如下:
1. 粗糙度控制(要害工艺)
目标值:工作面Ra≤0.4μm(毛细结构成型区)。非工作面Ra≤1.6μm(平衡本钱与功能性)。
处理工艺:精密研磨:选用金刚石砂轮(粒度#6000-#8000),协作纳米级研磨液(SiO2颗粒粒径<50nm)。
化学机械抛光(CMP):运用碱性抛光液(pH=10-11),协作聚氨酯抛光垫,压力控制0.5-1.0psi,转速80-120rpm。
验证办法:白光干涉仪检测(横向分辨率0.1μm)。原子力显微镜(AFM)扫描(3D描画剖析)。
2. 表面缺点批改
微裂纹处理:
激光熔覆:运用脉冲光纤激光器(功率200-300W),填充纳米石墨粉末,批改深度<0.05mm。
孔洞加添:
真空浸渗:选用环氧树脂+氧化铝填料(粒径<1μm),压力0.5-0.8MPa,温度80-100℃。
3. 功能性涂层运用
脱模层:
类金刚石碳(DLC)涂层:厚度1-2μm,摩擦系数<0.15(下降均热板粘模危险)。
耐腐蚀层:
氮化钛(TiN)涂层:厚度3-5μm,经过PVD堆积,耐焊料腐蚀寿数跋涉3-5倍。
热反射层:
氧化钇(Y2O2)涂层:厚度0.5-1.0μm,反射率>90%(减少热辐射对均热板工质影响)。
4. 超洁净处理
清洗流程:
超声波清洗:碱性清洗剂(pH=9-10)→去离子水→IPA脱水(三次循环)。真空单调:温度80℃,压力<10Pa,时间2h。
污染控制:
洁净度等级:ISO Class 4(粒径≥0.5μm的颗粒数<100个/m3)。封装前紫外照耀:波长254nm,剂量1000μW/cm2,杀灭表面微生物。
5. 激光纹路优化(可选)
微结构加工:皮秒激光在模具表面刻蚀微沟槽(宽度5-10μm,深度2-3μm),改善均热板工质活动功率。
参数控制:激光能量密度0.1-0.3J/cm2,扫描速度500-1000mm/s。
6. 模具寿数处理
在线监测:安顿电容式传感器,实时监测模具表面磨损量(精度0.1μm)。
再处理周期:每500次运用后,进行表面粗糙度复检,若Ra>0.8μm则返修。
验证规范
金相检测:截面抛光后查询模具-均热板接触面,确保无铜粉嵌入(扩大500倍)。
热阻测验:成型后的均热板热阻需<0.15K/W(ASTM D5470规范)。
真空保压:均热板封装后氦质谱检漏。
经过上述流程,可使烧结模具表面质量抵达:成型良品率跋涉20-30%,均热板热导率动摇<5%,模具寿数延伸至8000次以上。