水冷板钎焊石墨模具,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,GPU钎焊治具石墨盖板,AL6061水冷板真空钎焊工装
在水冷板钎焊石墨模具规划过程中,需从材料功能、结构适配性、工艺兼容性及出产功率等多维度概括考虑细节。以下是具体需重视的关键及分析:
1. 材料选择与功能匹配
石墨纯度与密度
选用高纯度(≥99.9%)、高密度(≥1.85g/cm3)的等静压石墨,以减少热膨胀系数(CTE)差异,避免钎焊时因热应力导致模具开裂。
示例:若水冷板质料为铝合金,石墨模具CTE需控制在5×10??/℃以内,确保标准稳定性。
热导率与抗氧化性
石墨热导率需≥150W/(m·K),以快速均匀传递热量,减少钎焊温度梯度。
表面涂覆抗氧化涂层(如SiC或TiC),延长模具在高温(≥600℃)下的运用寿命。
2. 模具结构规划
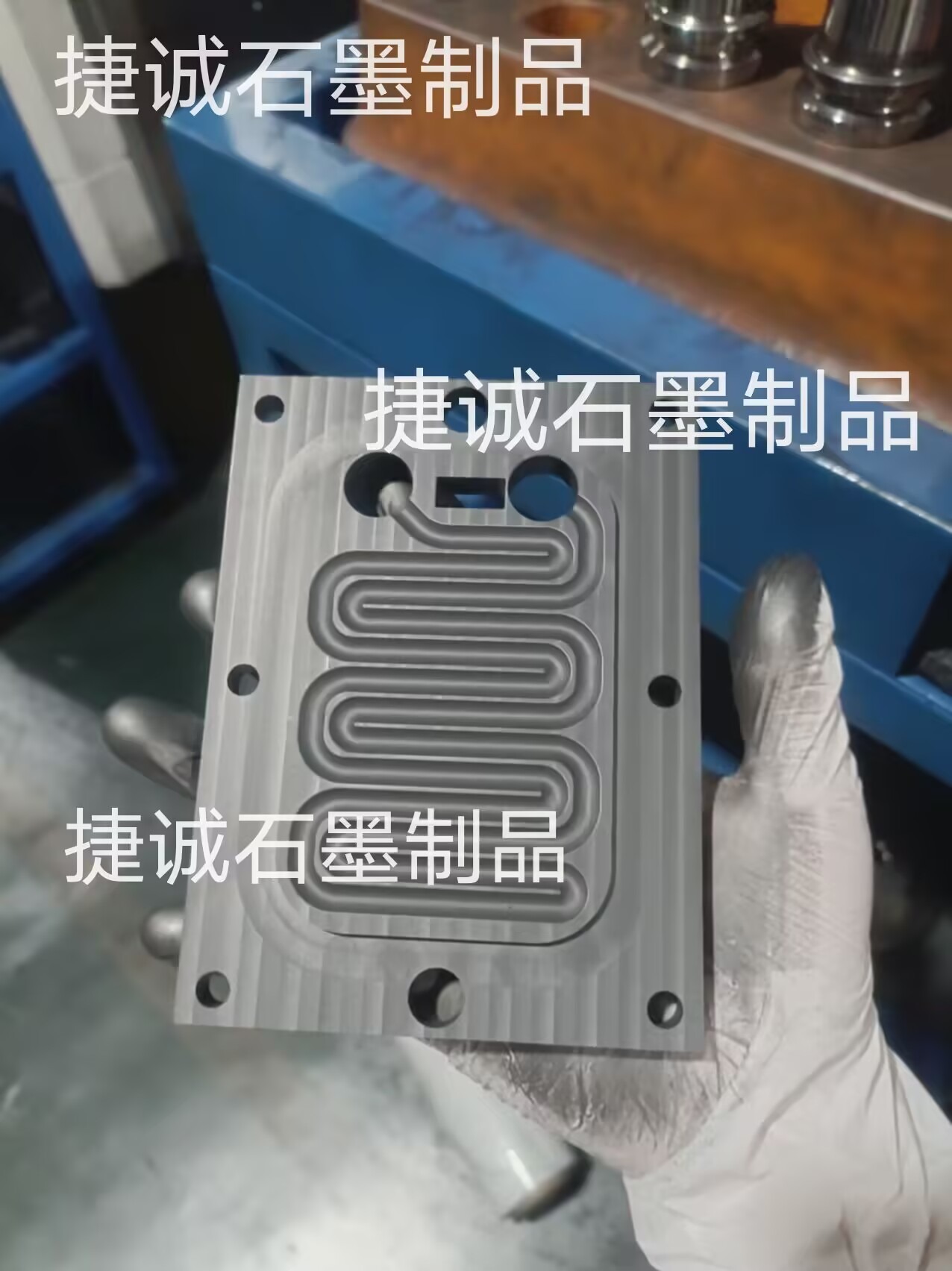
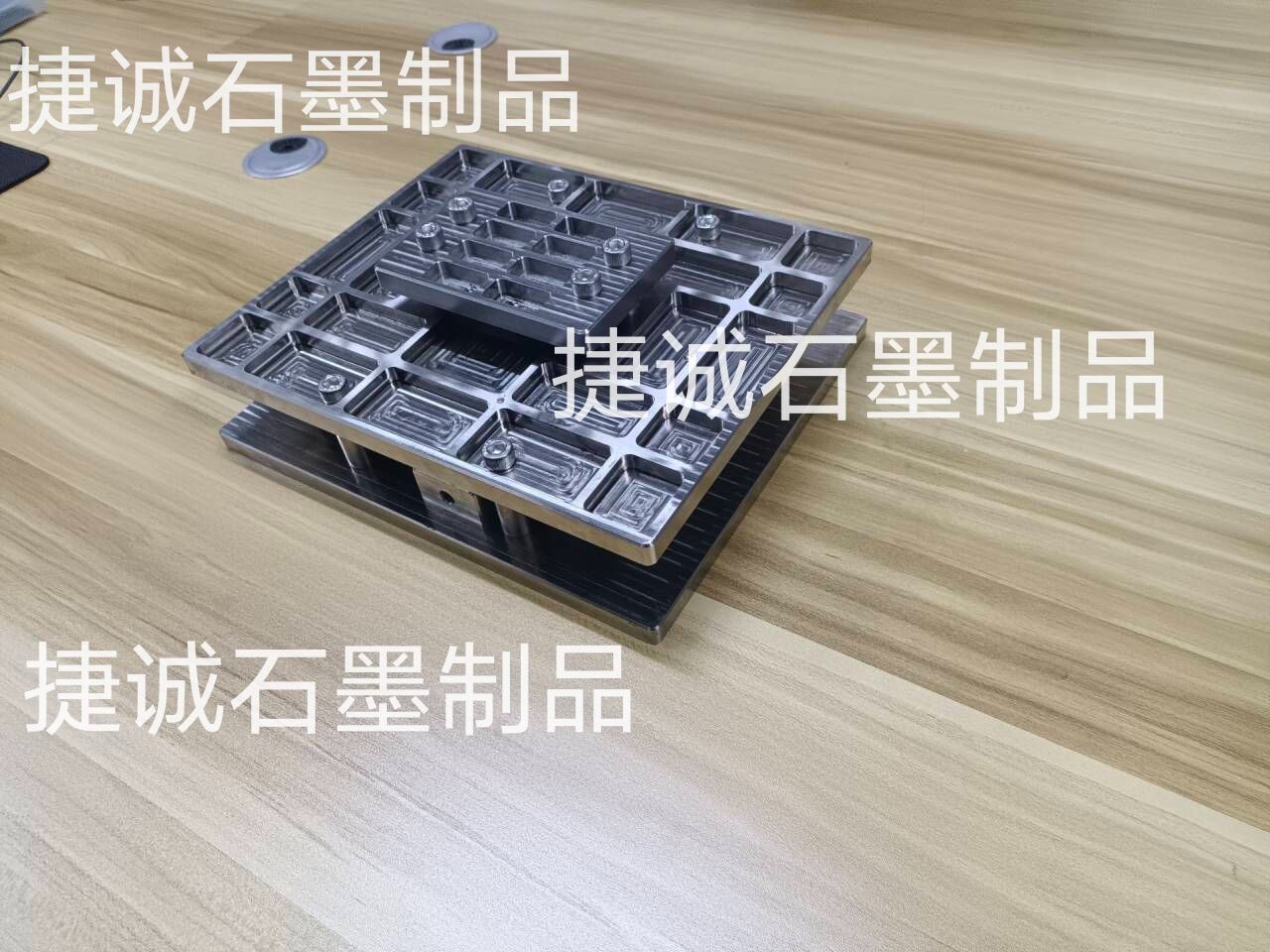
分型面与定位规划
选用上下分型结构,通过定位销或锥面合作完成精准对位,确保水冷板流道与模具型腔的空地均匀(≤0.05mm)。
示例:在模具四角设置4个Φ5mm定位销,合作空地≤0.01mm,避免钎焊时错位。
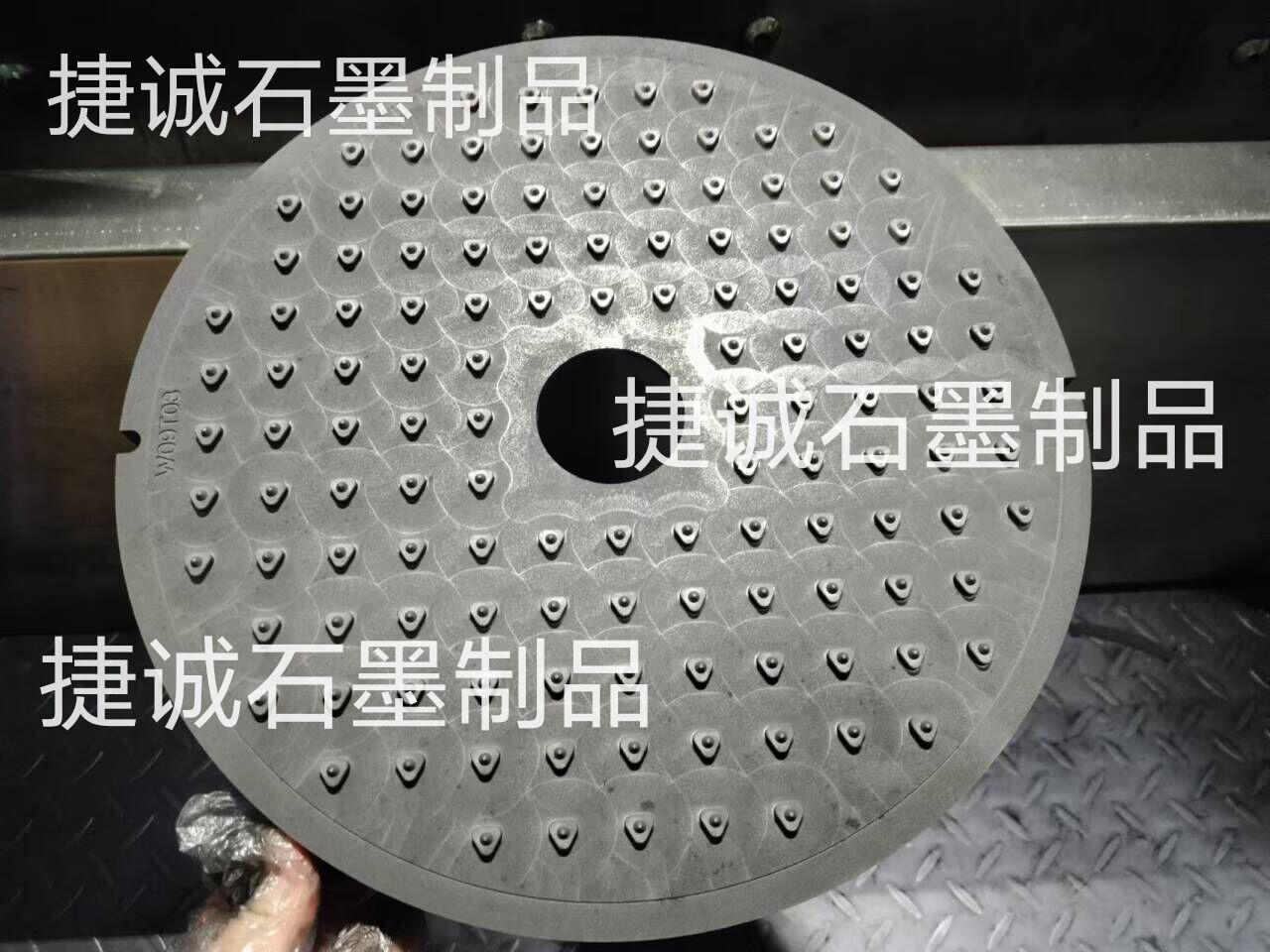
排气与透气规划
在模具型腔底部设置Φ1-2mm的透气孔,间距20-30mm,确保钎焊时气体顺利排出,避免气孔缺陷。
透气孔需与真空体系衔接,减少氧化。
夹持与固定方式
选用机械夹紧或液压压紧设备,确保模具在钎焊过程中受力均匀,夹紧力需≥5MPa。
示例:规划4组液压缸,每组压力10吨,均匀分布模具四周。
3. 工艺兼容性规划
钎焊温度与时刻匹配
模具需能承受钎焊温度(580-620℃)并保持20-30分钟,石墨需无软化或分化。
测验:通过热重分析(TGA)验证石墨在650℃下的质量损失率(应≤0.5%)。
钎料兼容性
模具表面需润滑(Ra≤0.8μm),避免钎料残留。
针对Al-Si钎料,模具需耐铝液腐蚀,可通过表面渗氮处理前进耐蚀性。
4. 出产功率与本钱优化
快速冷却规划
在模具内部规划冷却水道,直径Φ8-10mm,间距15-20mm,冷却水流量≥5L/min,缩短钎焊周期(≤15分钟)。
效果:冷却时刻从30分钟缩短至10分钟,出产功率进步67%。
模块化与可替换性
将模具规划为模块化结构,易损件(如型腔板)可快速替换,下降维护本钱。
本钱:模块化规划可使模具修理本钱下降40%。
5. 检测与质量控制
标准精度检测
运用三坐标测量仪(CMM)检测模具型腔标准,公差控制在±0.02mm以内。
示例:流道宽度公差±0.01mm,深度公差±0.02mm。
表面质量检测
通过白光干涉仪检测表面粗糙度,确保Ra≤0.8μm,避免钎焊时钎料活动不畅。
6. 安全与环保规划
防氧化与防污染
模具需在惰性气体(如氩气)维护下钎焊,氧含量≤50ppm,避免氧化。
环保:选用无铅钎料,减少有害物质排放。
操作安全性
模具规划需符合人机工程学,便于装夹与拆开,减少操作人员烫伤危险。
总结
水冷板钎焊石墨模具规划需概括考虑材料功能、结构适配性、工艺兼容性及出产功率。通过优化材料选择、结构规划、排气与冷却体系、模块化规划及检测方法,可明显进步模具的可靠性、出产功率及产品质量,一起下降维护本钱。