


铜铝极柱焊接石墨块,软连接石墨块,铜排软连接石墨块,石墨块加工,抗氧化石墨块,高分子扩散焊机石墨块,软连接石墨块加工,软连接石墨块生产厂家
铜铝极柱焊接石墨块的加工流程需结合资料特性与焊接要求,经过预处理、石墨加工、极柱处理、焊接操作、后处理五个中心步骤实现牢靠衔接,具体如下:
一、预处理阶段
石墨资料挑选与检查
挑选高纯度、高密度的石墨资料,保证其热膨胀系数与导热系数契合焊接要求。检查石墨外表是否存在裂纹、杂质或氧化层,必要时经过研磨或酸洗去除缺点。
石墨预加工
切割与修整:依据规划图纸,将石墨块切割成所需形状,并经过铣削或车削去除剩余资料。
固定与定位:将石墨块固定在加工中心工作台上,保证加工过程中无移动或晃动。
二、石墨加工阶段
粗加工
运用数控机床进行铣削或车削,去除石墨外表大部分余量,构成初步轮廓。切削速度控制在500-1000rpm,进给速度为0.1-0.5mm/rev,切削深度为0.5-2mm。
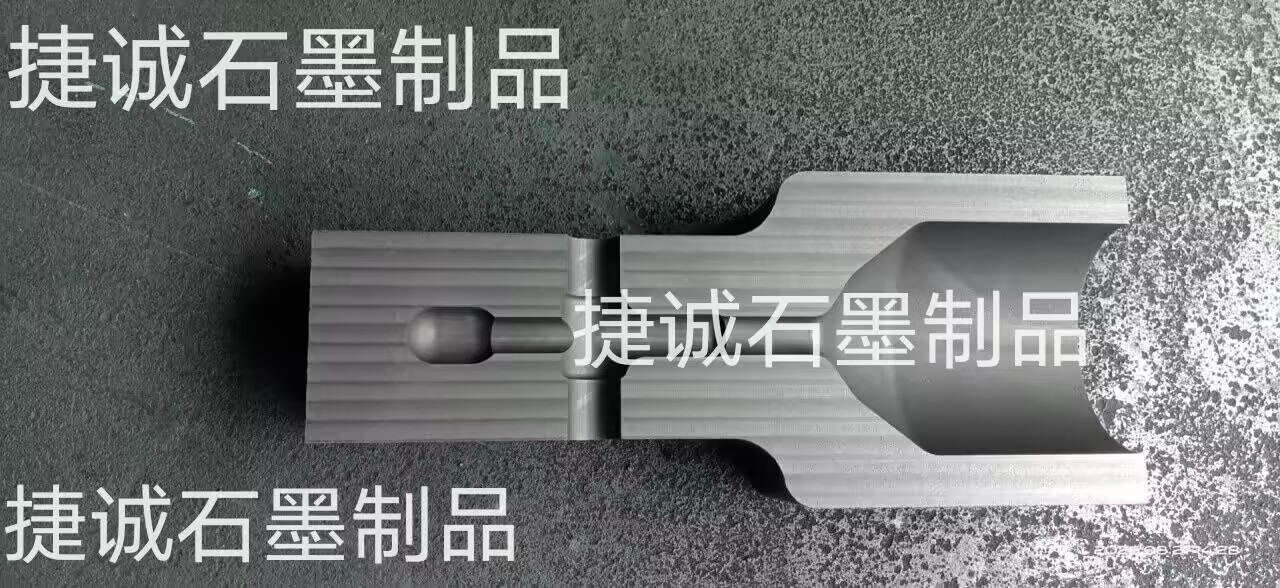
精加工
经过钻孔、螺纹加工等精密操作,到达规划要求的尺寸精度和外表粗糙度(Ra≤0.8μm)。刀具挑选:采用金刚石涂层刀具,削减磨损并提高加工质量。
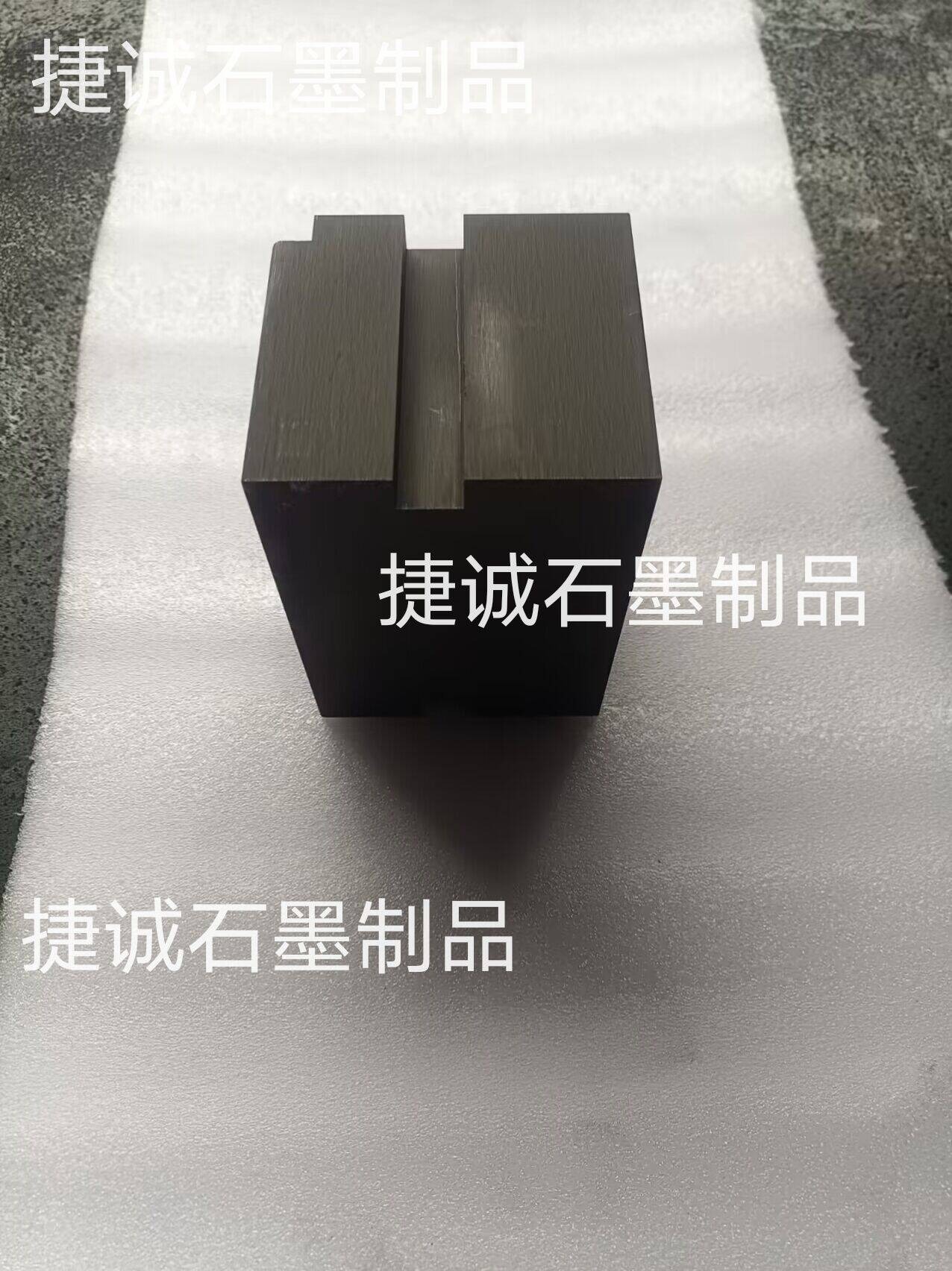
外表处理
铲除加工过程中产生的石墨碎屑,防止焊接时杂质混入。可选涂层处理:在石墨外表涂覆清漆或抗氧化剂,提高耐磨性和耐腐蚀性。
三、铜铝极柱处理阶段
清洗与枯燥
运用碱洗(如100g/L NaOH溶液)去除油污,再经过酸洗(如10%HNO2溶液)溶解氧化物。清洗后用去离子水冲洗至中性,并在80-100℃下枯燥。
打磨与粗糙化
对铜片和铝片的焊接面进行打磨,去除氧化层并增加外表粗糙度(Ra≥3.2μm),提高焊接结合力。
四、焊接操作阶段
焊接办法挑选
引荐高分子分散焊:经过原子分散实现铜铝衔接,无视熔点差,结合力强且外表光滑。
代替计划:若设备受限,可采用冲突焊或激光焊,但需注意开裂危险(冲突焊)或高反资料问题(激光焊)。
焊接参数控制
夹持力度:运用石墨夹具,夹持力控制在8000-10000N,保证焊接面严密触摸。
加热温度与时刻:温度设为600-700℃,加热时刻为10-15分钟,促进原子充分分散。
保护措施:在焊接设备防护罩内填充氮气或坚持真空状况,防止铜铝氧化。
五、后处理阶段
质量检测
运用X射线或超声波检测焊接接头内部缺点(如气孔、裂纹)。进行拉力测验,保证焊接强度契合规划要求(一般≥50MPa)。
外表修整
去除焊接残留物(如焊渣、飞溅物),必要时进行抛光处理。涂覆防护层:在焊接区域涂覆防锈漆或绝缘漆,提高耐腐蚀性。

-
铜排软连接碳块,铜排软连接石墨块,铜铝极柱焊接石墨块,软连接石墨块,石墨块加工,抗氧化石墨块,高分子扩散焊机石墨块,软连接石墨块加工,软连接石墨块生产厂家
-
铜排软连接碳块,铜铝极柱焊接石墨块,软连接石墨块,铜排软连接石墨块,石墨块加工,抗氧化石墨块,高分子扩散焊机石墨块,软连接石墨块加工,软连接石墨块生产厂家
-
高压电缆热缩焊接模具,加热焊接石墨夹具,防雷放热焊接石墨治具,放热焊石墨治具,防雷接地热熔焊接模夹具,放热焊接石墨模具加工,防雷放热焊接石墨模具生产厂家
-
铜铝极柱焊接石墨块,铜带高分子扩散焊接石墨电极,新能源电池连接片焊接模具,软连接石墨块,铝巴扩散焊接抗氧化石墨块,软连接石墨块,耐高温导电石墨块
-
抗氧化石墨块,软连接石墨块,中频点焊机铜排和铝排钎焊,铜排和铝排钎焊石墨块,铜排软连接石墨块,高分子扩散焊机石墨电极块,软连接石墨块生产厂家