


真空炉石墨风管,真空炉石墨件,真空炉石墨配件,真空炉石墨件石墨风管,真空炉石墨配件加工,真空炉石墨件生产厂家
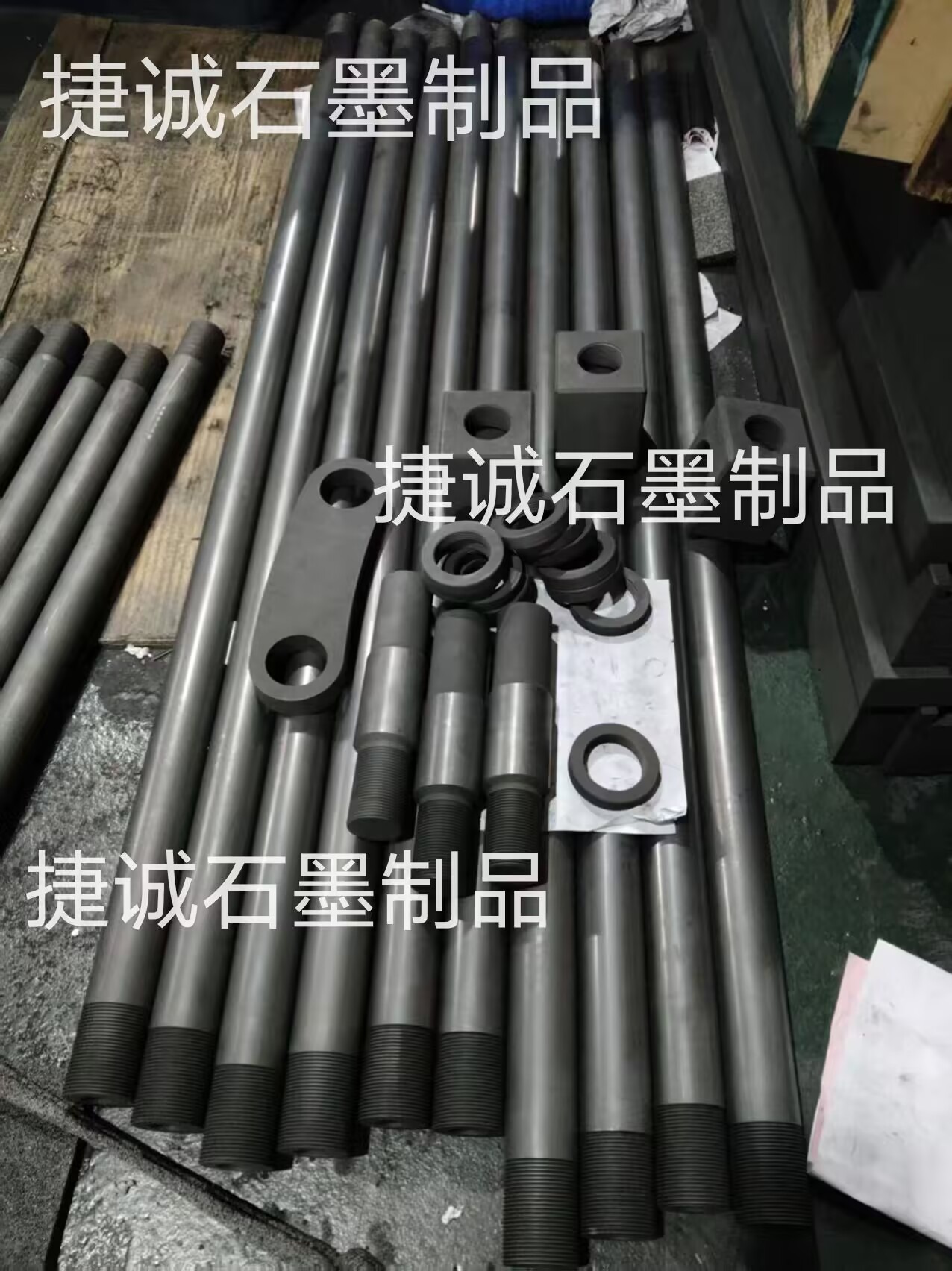
真空炉石墨风管是真空炉(如CVD炉、石墨化炉、烧结炉等)中用于气体输送、冷却或热交换的要害部件,其结构规划和制作工艺直接影响真空炉的密封性、耐高温性及运用寿命。以下是石墨风管的结构规划要害和制作工艺详解。
一、石墨风管的结构规划
1.基本结构方法
真空炉石墨风管一般采用直管、弯头、三通、法兰衔接 等结构,具体方法取决于真空炉的气流路径需求。常见规划包括:
单层管 :适用于普通气体输送,结构简略,成本低。
双层管 :内层用于气体活动,外层用于隔热或冷却(如水冷夹套)。
多孔管 :用于均匀散布气体(如CVD炉的进气风管)。
2.要害规划参数
参数
规划要求
内径(ID)
依据气体流量计算,防止流速过高导致湍流或堆积
壁厚
一般5~20mm,需考虑机械强度与热应力
长度
受石墨资料强度限制,一般≤3m(过长易变形)
衔接方法
法兰、螺纹或石墨粘接,需保证气密性
外表处理
高纯度石墨(减少挥发)、抗氧化涂层(如SiC)
3.结构优化要害
热膨胀补偿 :采用波纹管结构 或柔性衔接 ,防止高温膨胀导致开裂。
气流均匀性 :多孔规划或导流板优化,保证气体散布均匀(如CVD炉进气)。
密封规划 :法兰衔接处采用石墨垫片 或金属密封圈,防止真空走漏。
支撑结构 :防止悬空过长,采用石墨或陶瓷支架分散载荷。
二、石墨风管的制作工艺
1.资料选择
高纯等静压石墨(ISO-Molded Graphite) :强度高、热导率好,适用于高温环境(如SGL、Toyo Tanso等品牌)。
抗氧化石墨 :外表涂覆SiC或ZrB?,进步抗氧化才能(适用于非彻底真空环境)。
2.加工工艺
(1)毛坯成型
等静压成型 :石墨粉+粘结剂高压成型,保证各向同性。
挤压成型 :适用于长直管,但强度较低。
(2)机械加工
车削/铣削 :CNC机床加工内孔、法兰端面等。
钻孔 :多孔风管需精密钻孔(激光或超声加工可进步精度)。
外表抛光 :下降气体活动阻力,减少颗粒堆积。
(3)衔接与拼装
法兰衔接 :采用高精度石墨法兰+金属螺栓紧固(需考虑热膨胀差异)。
粘接工艺 :用高温石墨胶(如酚醛树脂基)粘合,但长期高温可能老化。
螺纹衔接 :适用于小型风管,需防松规划。
(4)后处理
高温纯化 :在2000℃以上真空/惰性气氛中处理,去除杂质进步纯度。
涂层处理 :喷涂SiC或Al2O2涂层,增强抗氧化性。
三、质量操控与测验
1.尺度检测
卡尺/三坐标测量仪检查内径、壁厚、圆度等。
气密性测验(氦检漏或压力衰减法)。
2.性能测验
高温抗弯强度 :模仿工作温度下的机械性能。
热震实验 :快速升降温(如1000℃→室温循环)查验抗开裂性。
气流均匀性测验 (适用于多孔风管)。
四、运用案例与注意事项
1.典型运用
CVD炉 :进气风管需多孔规划,保证气体均匀散布。
石墨化炉 :冷却风管需耐高温氧化(>2000℃)。
真空烧结炉 :要求高气密性,法兰衔接需严格密封。
2.运用与维护主张
防止机械冲击 :石墨脆性高,转移时需轻拿轻放。
操控升降温速率 :主张≤5℃/min,减少热应力。
定期检查 :调查外表氧化、裂纹或衔接处走漏。
真空炉石墨风管的规划需归纳考虑气流散布、热应力、密封性 ,制作工艺需保证高纯度、高精度、耐高温 。选用等静压石墨+抗氧化涂层 ,结合CNC精密加工+严格检测 ,可大幅提升真空炉的稳定性和寿命。关于极点环境(如超高温或腐蚀性气体),可考虑C/C复合资料或陶瓷涂层 替代部分石墨结构。

-

真空炉石墨风管,真空炉石墨件,真空炉石墨配件,真空炉石墨件加工,真空炉石墨发热元件,真空炉石墨连接片,真空炉石墨风管,真空炉石墨连接片加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂
-
真空炉石墨连接片,真空炉石墨配件,真空炉石墨件,真空炉石墨发热元件,真空炉石墨配件加工,真空炉石墨件加工,真空炉石墨件石墨连接片,真空炉石墨件加工厂,真空炉石墨件生产厂家
-
真空炉石墨连接片,真空炉石墨发热元件,真空炉石墨配件,真空炉石墨件,真空炉石墨配件加工,真空炉石墨件加工,真空炉石墨件石墨连接片,真空炉石墨件加工厂,真空炉石墨件生产厂家
-
真空炉石墨件,真空炉石墨配件,真空炉石墨件加工,真空炉石墨连接片,真空炉石墨风管,真空炉石墨发热元件,真空炉石墨连接片加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂
-

真空炉石墨立柱,真空炉石墨配件,真空炉石墨件加工,真空炉石墨连接片,真空炉石墨风管,真空炉石墨连接片加工,真空炉石墨件,真空炉石墨发热元件,真空炉石墨配件生产厂家,真空炉石墨件加工厂
-

真空炉石墨立柱,真空炉石墨件,真空炉石墨发热元件,真空炉石墨配件,真空炉石墨件加工,真空炉石墨连接片,真空炉石墨风管,真空炉石墨连接片加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂