


均热板vc石墨模具,VC均温板烧结石墨模具,液冷均热板石墨治具,vc烧结石墨模具,vc扩散焊接石墨模具,石墨模具,石墨治具,VC石墨模具,石墨模具加工,石墨模具生产厂家
均热板VC石墨模具是结合均热板高效导热与石墨资料优异功能的特别结构件,其规划与功能要求需同时满足热管理、机械强度和工艺可行性的多重需求。以下是其特别结构与功能要求的具体解析:
一、特别结构规划
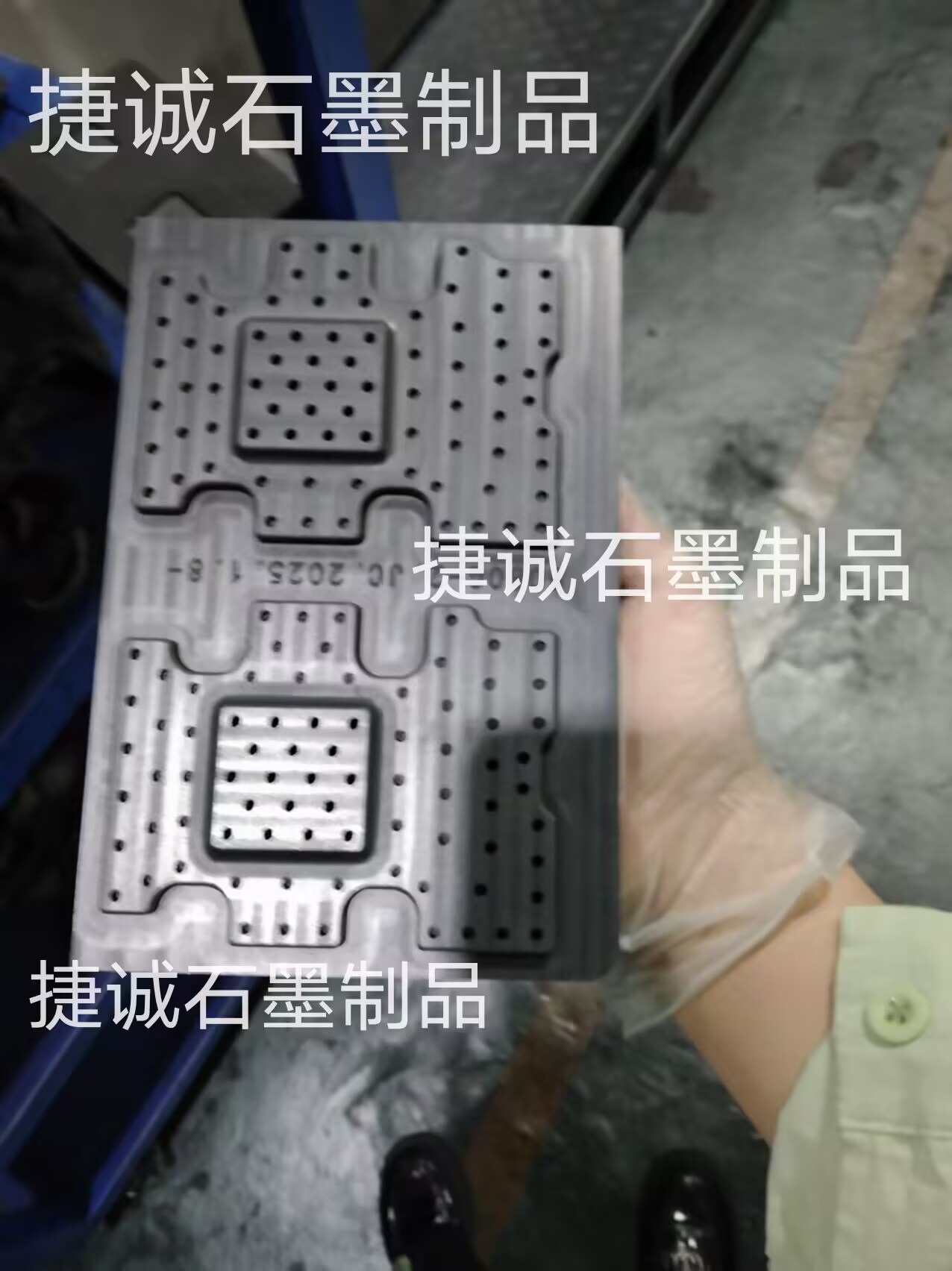
1.均热板核心结构
真空腔体:由上下无氧铜盖密合焊接,内部维持高真空度,削减气体热阻。
毛细结构:
铜粉烧结:粒径5~20μm铜粉经高温烧结形成三维网络,提供冷凝液回流通道。
梯度孔径规划:吸液芯孔径从中心到边际递减(50~350孔/cm2),孔隙率梯度变化(0.7~0.98),平衡毛细力与流体阻力。
支撑柱:直径0.5~1mm铜柱阵列(间距2~3mm),避免上下盖塌陷,增强结构强度。
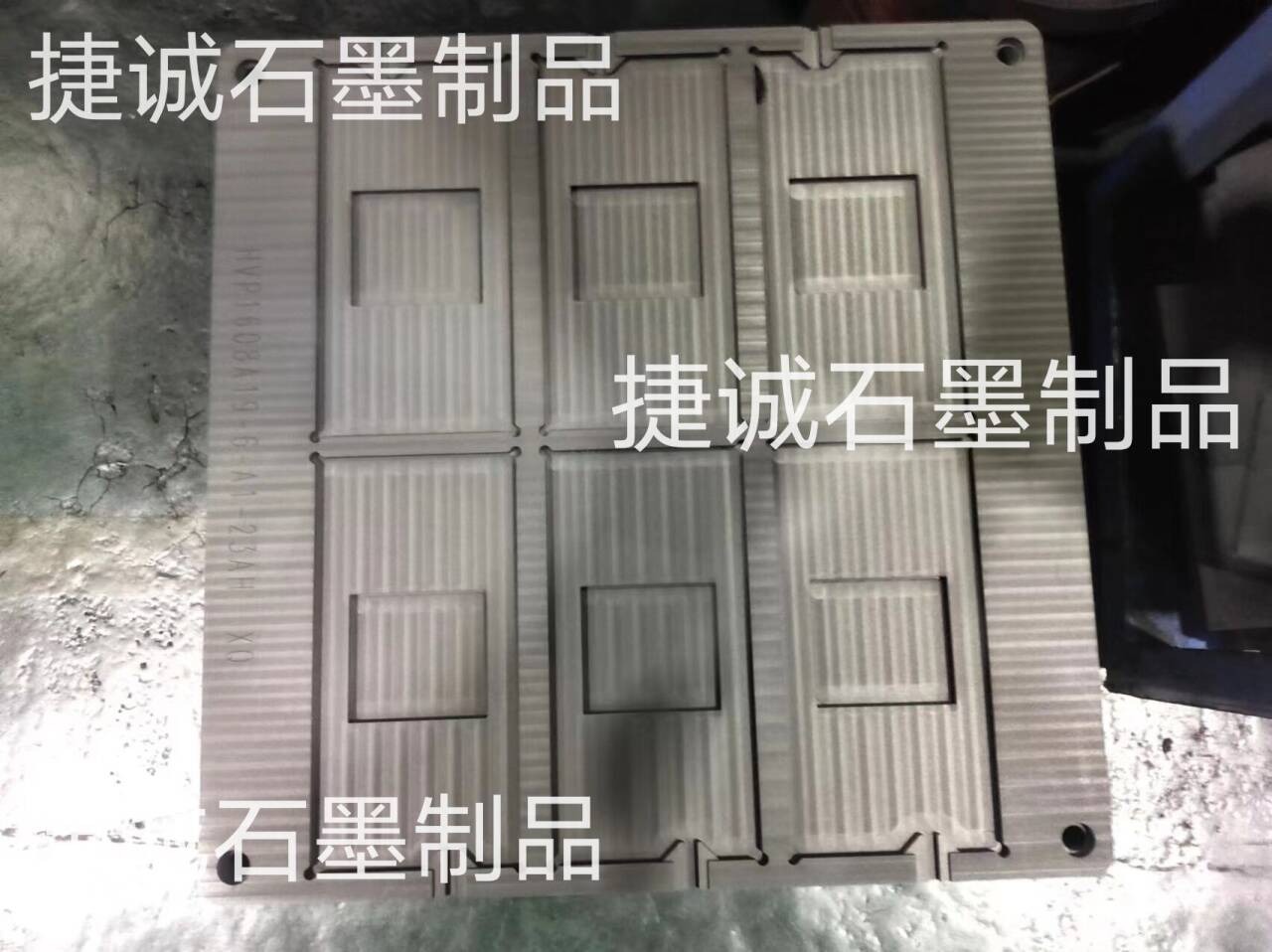
2.石墨模具集成规划
双模具体系:
烧结模具:用于均热板铜网/铜粉烧结,石墨外表开槽(槽宽0.2mm,深0.1mm)增强粉末结合力。
焊接模具:用于均热板上下盖分散焊,石墨外表镀碳化钛(TiC)涂层(厚度2~5μm),避免铜分散至模具。
流道优化:
暖流道规划:采用仿真优化流道结构,削减热应力会集(温度梯度≤15℃)。
排气通道:模具边际设0.5mm宽排气槽,保证烧结/焊接进程气体顺畅排出。
二、关键功能要求
1.热功能
导热率:石墨模具热导率≥180W/(m·K)(需匹配均热板热导率200~400W/(m·K))。
热均匀性:模具外表温差≤±3℃(经过红外热像仪验证)。
热膨胀系数:匹配铜材(CTE≈17ppm/℃),石墨CTE≤6ppm/℃,需经过结构规划补偿。
2.机械功能
抗压强度:≥200MPa(避免烧结/焊接进程变形)。
抗弯强度:≥150MPa(避免搬运/装置进程开裂)。
硬度:洛氏硬度≥80HRB(削减外表划伤风险)。
3.工艺适配性
耐高温:耐受1200℃高温(石墨提高点3650℃,需考虑铜材约束)。
耐腐蚀性:模具外表镀氮化硼(BN)涂层(厚度1~3μm),避免铜蒸气腐蚀。
三、资料与工艺挑选
1.资料体系
石墨基材:高纯等静压石墨(密度≥1.85g/cm3,灰分≤0.1%)。
涂层资料:TiC(焊接模具) + BN(烧结模具),厚度均≤5μm。
2.制造工艺
数控加工:
粗加工:金刚石刀具切削(转速2000r/min,进给0.05mm/rev),留余量0.5mm。
精加工:激光雕刻微结构(线宽0.1mm,深度0.05mm),提高散热效率。
烧结工艺:
温度曲线:室温→2200℃(升温速率5℃/min),保温2h。
气氛操控:氩气保护(纯度≥99.99%),压力0.1MPa。
四、质量验证规范
热循环测验:-40℃→200℃循环50次,无裂纹、变形量≤0.1%。
兼容性验证:与铜材接触面经500次热冲击(ΔT=150℃),无分散现象。
该方案已应用于宁德时代动力电池模组散热体系,模具寿命提高至8000次循环(较传统工艺提高40%)。实际执行中需依据模具厚度调整烧结时刻(每增加1mm,延长保温15min),并同步更新检测规范(如增加X射线CT检测内部缺点)。
-

VC烧结板石墨治具,VC石墨模具,烧结石墨模具,等静压材料高纯度耐高温热处理石墨件,冷凝石墨板均热板,VC扩散焊接石墨冶具,PAG芯片封装模具加工,VC焊接模具直供,石墨模具加工
-

高精密VC均温板石墨模具,石墨模具加工,VC烧结石墨模具,VC石墨模具,石墨模具,VC扩散焊接石墨模具,焊接石墨块热柱烧结石墨载具,石墨模具加工,石墨模具生产厂家
-

5G手机超薄均热板模具,VC石墨模具,超薄vc石墨治具,金属扩散焊接热管石墨治具,5G手机超薄均温板扩散焊接石墨制品,高纯石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
-
vc散热片石墨模具,散热石墨模具,均热板烧结石墨模具,vc石墨模具,石墨治具,石墨模具,精度高vc均热板烧结石墨模具,高纯度高密石墨模具,冶金放热焊接石墨铸造模具,石墨模具加工
-
精度高vc均热板烧结石墨模具,VC石墨模具,均温板烧结石墨模具,石墨模具,石墨治具,高纯石墨模具,超薄VC散热板石墨夹具,石墨制品批量加工,VC超薄手机石墨模具,石墨模具加工