


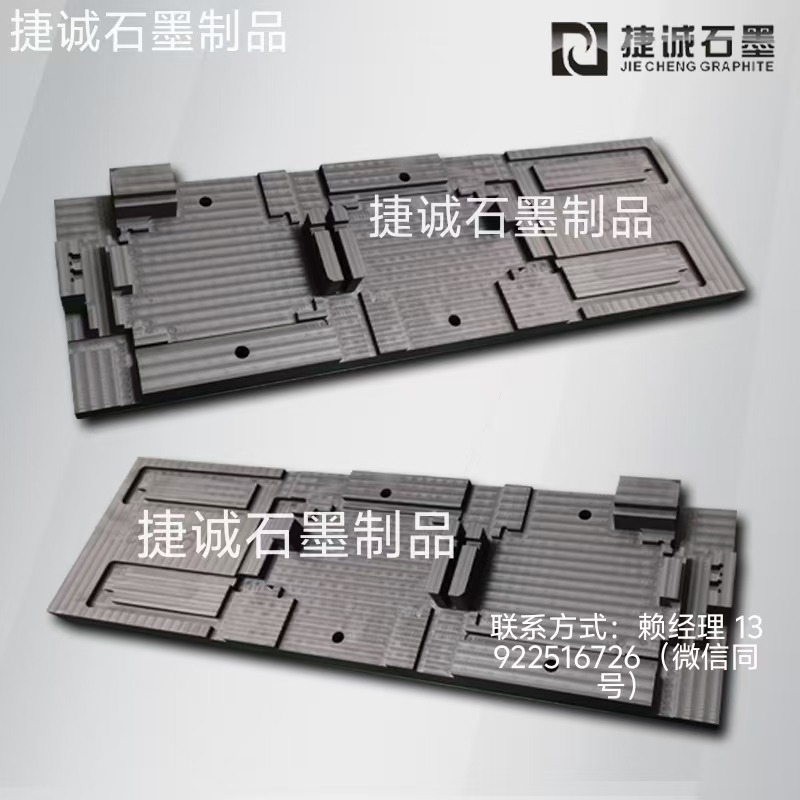
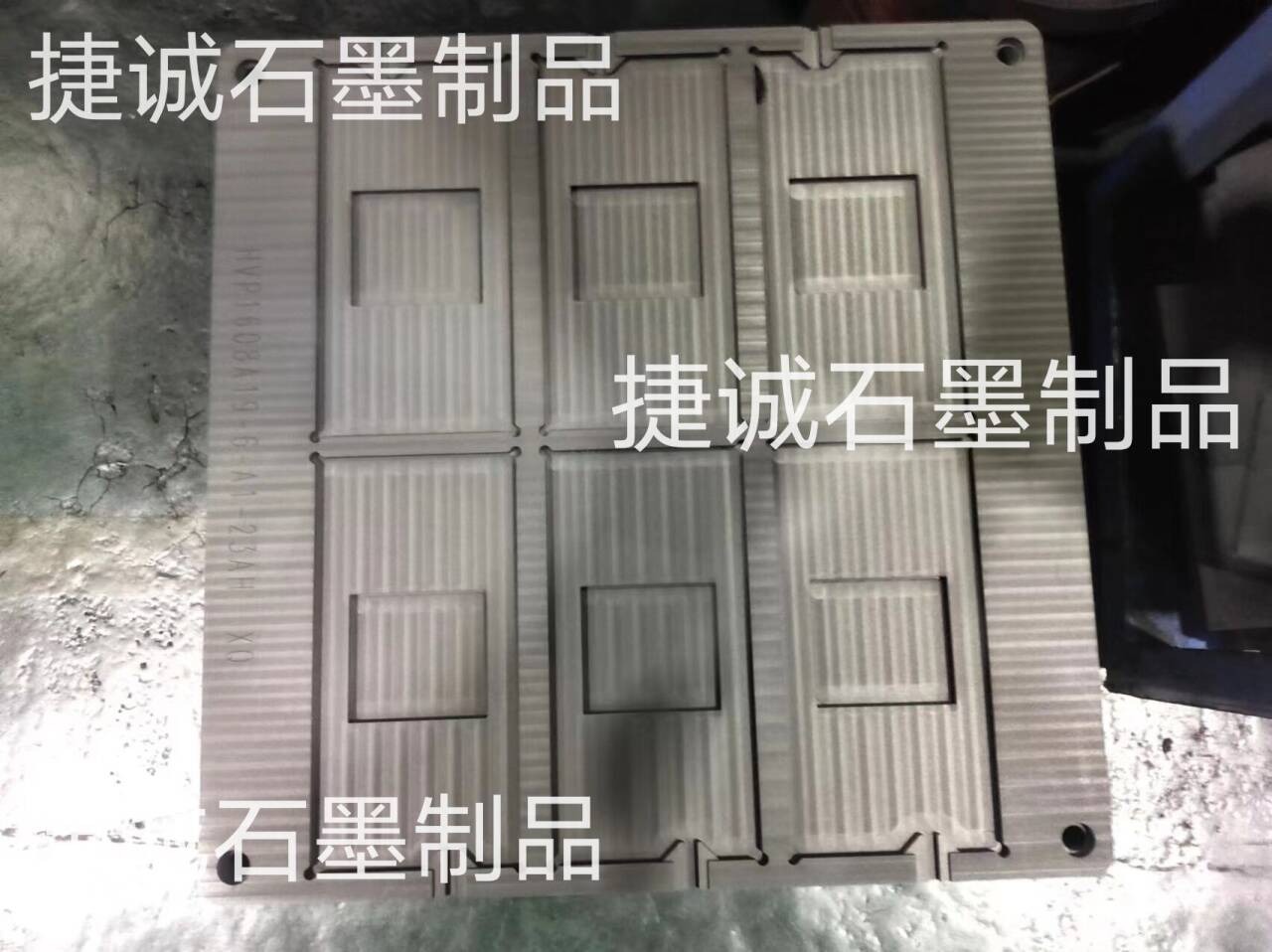
水冷板钎焊石墨模具,水冷石墨模具,液冷板钎焊石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具加工厂,石墨模具生产厂家,水冷板钎焊石墨模具生产厂家
水冷板钎焊石墨模具的降温速率是钎焊工艺中的要害参数,直接影响模具的制品质量和使用寿命。以下是关于降温速率的详细分析:
一、降温速率的中心影响因素
石墨材料的热膨胀与热应力
石墨的热膨胀系数较低,但钎焊过程中温度梯度过大仍会导致热应力集中。若降温速率过快,可能引发模具外表裂纹或内部微观损伤,尤其是杂乱结构或薄壁部位。
钎焊接头的安排稳定性
钎焊过程中,钎料与基材形成冶金结合。若降温速率过快,钎猜中的合金元素可能因相变不充分而发生脆性相(如过冷奥氏体),下降接头强度。
模具尺度与热容差异
大型模具(如长度>500mm)因热容量大,降温速率需更慢(≤3℃/min),以防止部分温度骤降;小型模具(如<200mm)可适当放宽至5℃/min,但仍需坚持均匀性。
二、典型降温工艺参数
分阶段降温操控
高温至中温阶段(钎焊温度至300℃):降温速率≤3℃/min,防止钎料相变不均。
中温至低温阶段(300℃至室温):降温速率≤5℃/min,减少热应力积累。
要害温度点(如200℃):需延伸保温时刻(如30分钟),保证剩余应力开释。
冷却办法挑选
随炉冷却:最安全的办法,适用于高精度或杂乱结构模具,降温速率可控。
维护气氛冷却:在惰性气体(如氩气)中冷却,可加快速率至5℃/min,但需监控气体流速。
强制风冷:仅适用于简单结构模具,需严厉约束风速和温度梯度。
三、工艺优化建议
实时温度监控
在模具要害部位(如钎焊接头、薄壁区域)布置热电偶,动态调整降温速率。例如,当温度梯度>50℃/cm时,需暂停降温或发动辅助加热。
后处理工艺
对易开裂部位,可在降温至200℃后进行部分回火(如250℃保温1小时),消除剩余应力。
材料匹配性验证
针对不同石墨基材(如等静压石墨、模压石墨)和钎料(如银基、铜基),需经过实验确定最佳降温曲线。例如,高纯度石墨(灰分<0.001%)可支持较快降温,而含杂质石墨需更慢。
四、风险操控要点
过快降温的危害
模具外表裂纹或脱落。
钎焊接头脆性增加,强度下降30%以上。
石墨内部微观孔隙扩大,下降密封性。
过慢降温的价值
出产周期延伸,成本增加;但可提高杂乱结构模具的制品率(如从70%提高至90%)。
温度均匀性保障
大型模具需采用多点加热或热风循环设备,保证降温速率误差≤1℃/min。
五、典型事例对比
工艺参数 降温速率(℃/min) 模具尺度(mm) 钎料类型 制品质量
随炉冷却 2-3 800×400×50 银基钎料 无裂纹,接头强度高
维护气氛冷却 5 300×200×30 铜基钎料 外表微裂纹
强制风冷(未监控) 10 150×100×20 银基钎料 完全开裂
六、总结与推荐
推荐降温速率:
大型模具:≤3℃/min(随炉冷却)。
小型模具:3-5℃/min(维护气氛冷却)。
要害温度点(如200℃)需保温≥30分钟。
工艺优先级:
质量优先时,挑选随炉冷却;效率优先时,挑选维护气氛冷却,但需严厉监控温度梯度。
验证办法:
经过金相分析(观察钎焊接头安排)和超声波检测(检测内部裂纹)验证降温工艺的合理性。
经过合理操控降温速率,可明显提高水冷板钎焊石墨模具的制品质量和可靠性,同时下降出产成本。
-
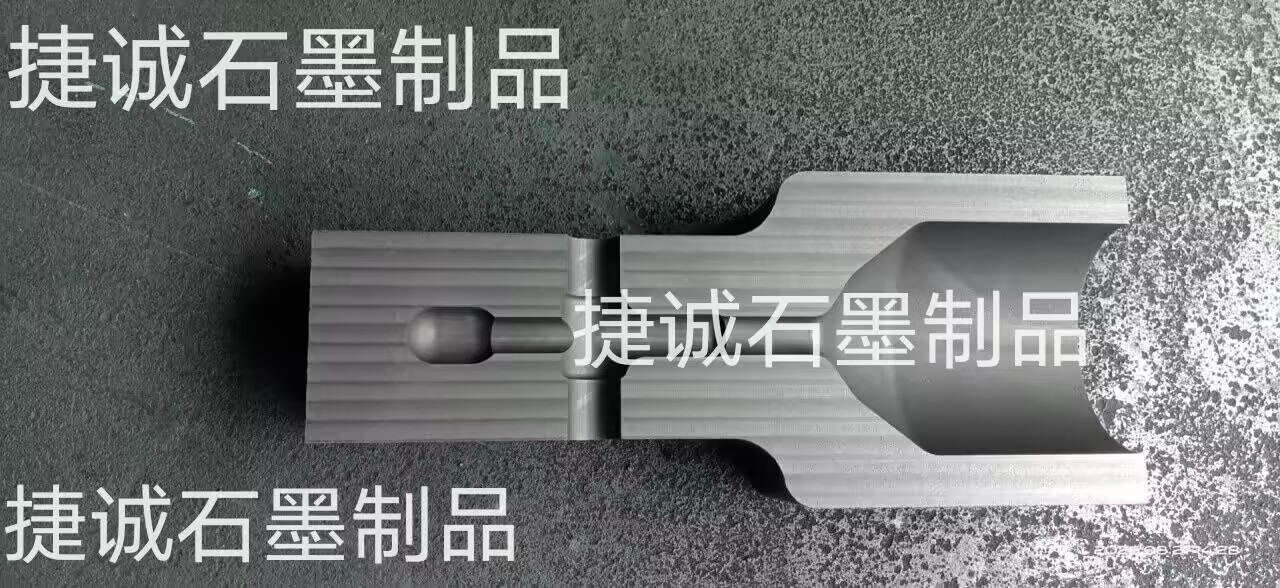
高压电缆热缩焊接模具,接地棒电缆放热焊接模具,防雷接地专用放热焊接模具 ,热熔焊接石墨模具厂家 ,防雷接地放热焊接石墨模具 ,放热焊接模具防雷接地夹具,放热焊石墨模具
-
石墨模具,高纯石墨模具,烧结石墨模具,封装石墨模具,电子烧结石墨模具,石墨夹具,石墨模具加工厂,石墨模具加工,石墨治具,石墨夹具,石墨模具生产厂家,石墨模具加工厂
-
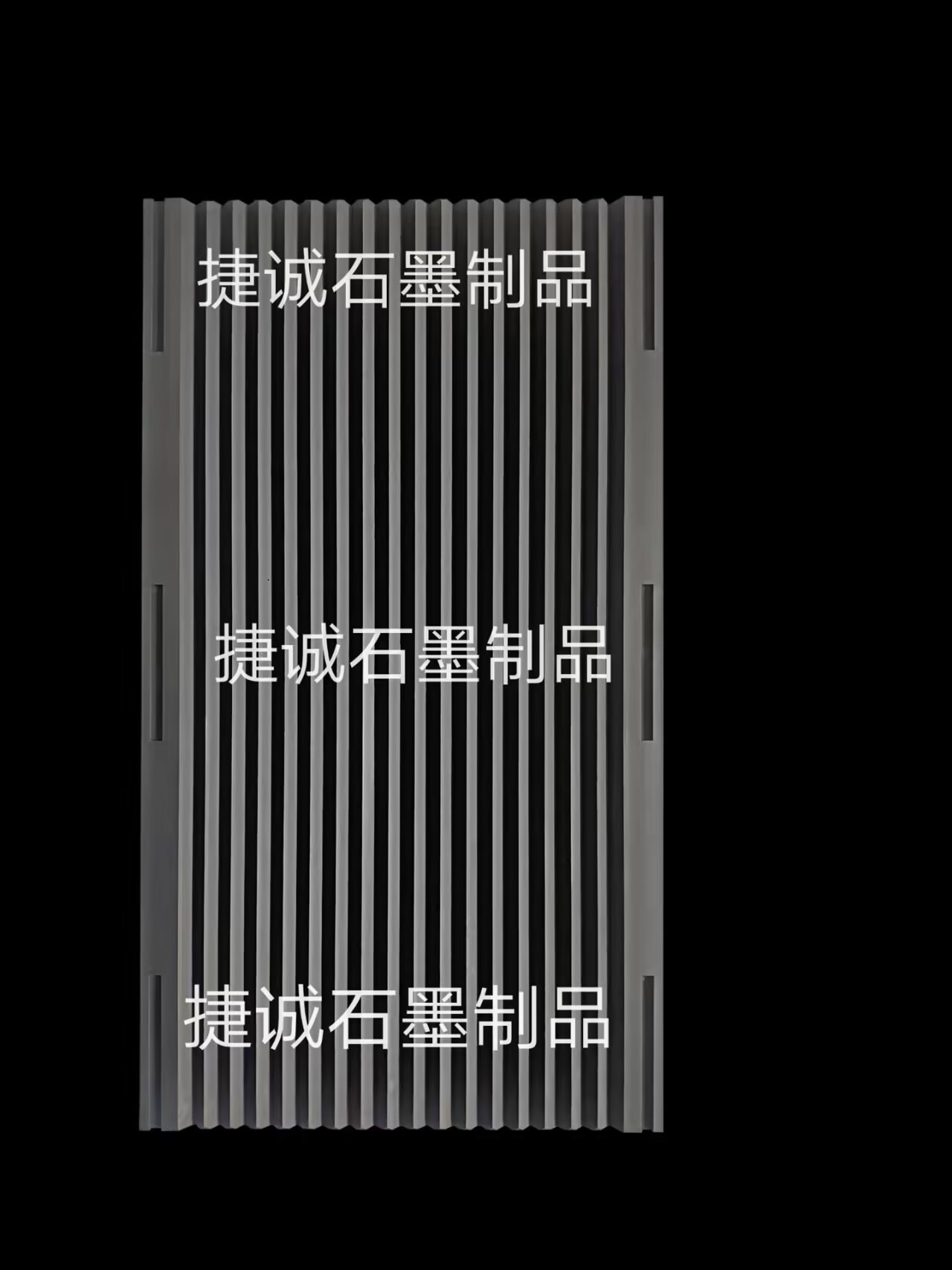
V型槽,V型石墨舟皿,金属冶炼金银铸造熔金石墨舟皿熔炉,供应烧结炉槽型石墨舟皿 ,硬质合金烧结炉石墨载具,EK2230石墨舟皿,金属冶炼用v型石墨舟皿,石墨舟皿加工,石墨模具加工
-

石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂
-
硬质合金烧结v型槽,冶炼用抗氧化石墨槽舟,罗兰石墨2160石墨舟皿,高纯度石墨方舟,高纯烧结石墨制品,硬质合金石墨舟皿加工,冶炼用抗氧化石墨槽舟,v型双向斜槽石墨舟皿,V型石墨舟皿加工
-
石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂