


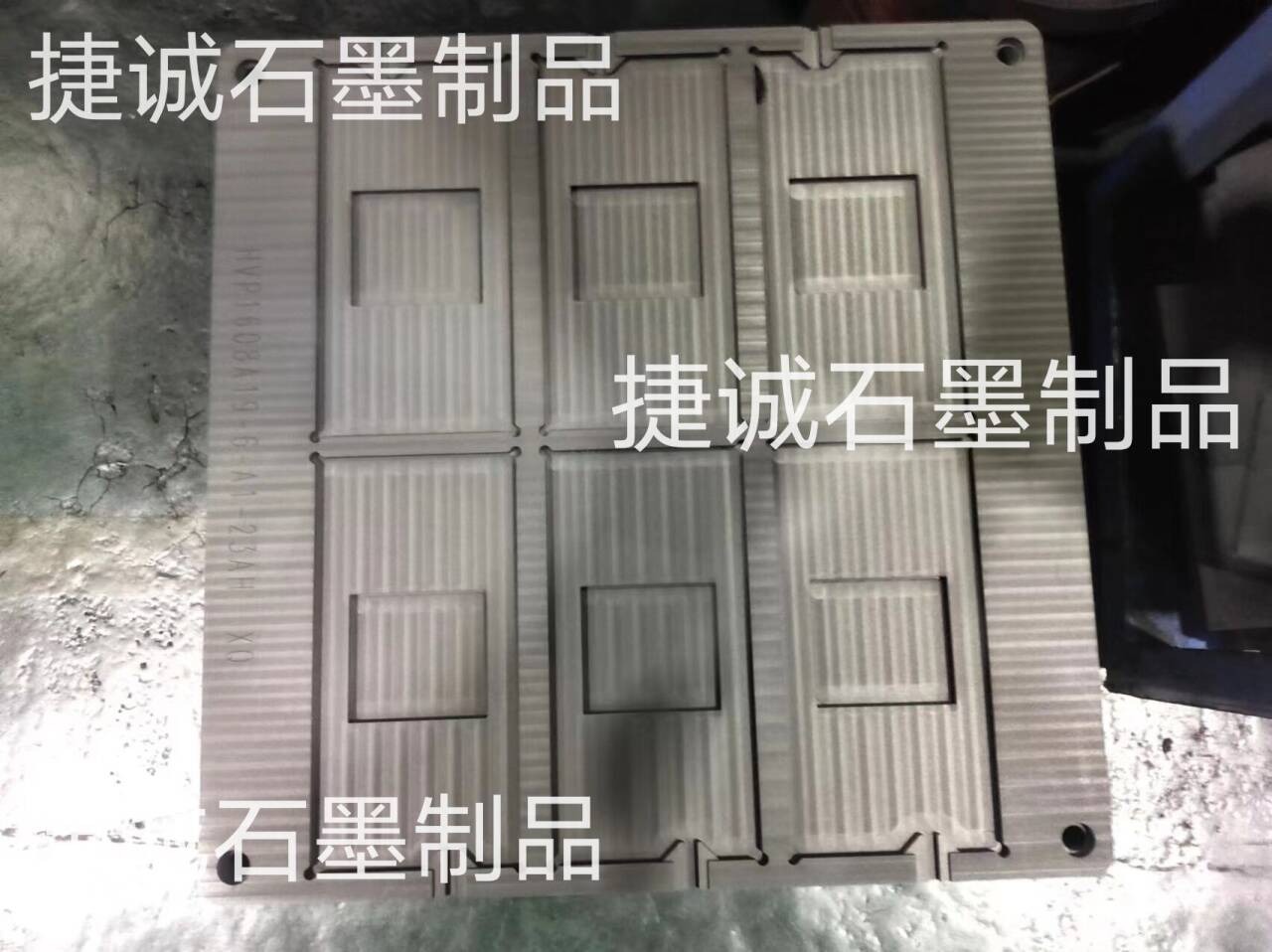
水冷板钎焊石墨模具,水冷石墨模具,液冷板钎焊石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具加工厂,石墨模具生产厂家
水冷板钎焊石墨模具的升温速率一般需依据详细工艺、工件尺寸及材料特性确定,一般操控在5~10℃/min范围内,详细需结合以下要素归纳考量:
一、升温速率的核心影响要素
模具尺寸与热容
大型模具因热容量大,需降低升温速率(如5℃/min)以防止内部温度梯度过大;小型模具可适当进步至8~10℃/min,但需保证温度均匀性。
石墨材料特性
高纯度石墨(如灰分<0.001%)导热性更优,可支持较快升温;若含杂质或结构疏松,需减缓速率以防止热应力裂纹。
钎焊工艺要求
真空钎焊需严格控温,升温速率一般≤8℃/min;保护气氛钎焊可适当放宽至10℃/min,但仍需防止局部过热。
二、典型工艺参数参阅
低温预热阶段(室温至300℃):升温速率8~10℃/min,以挥发有机胶等挥发物。
中温过渡阶段(300℃至钎焊温度前100℃):速率降至5~7℃/min,削减热冲击。
高温保温阶段:达到钎焊温度后保温30~90min,保证钎料充分铺展。
降温阶段:随炉冷却至室温,速率≤5℃/min,防止剩余应力。
三、工艺优化建议
分段升温操控
选用多段程序升温(如300℃保温20min、500℃保温10min),可平衡效率与质量。
实时监测与反馈
经过热电偶或红外测温仪监控要害点温度,动态调整升温速率。
材料匹配性验证
针对特定钎料(如BNi75CrSiB合金)与石墨基材,需经过实验确定最佳升温曲线。
四、风险操控关键
过快升温:导致石墨氧化、钎料飞溅或焊缝缺陷。
过慢升温:添加生产周期,但可提高复杂结构模具的成品率。
温度均匀性:大型模具需选用多点加热或热风循环设备。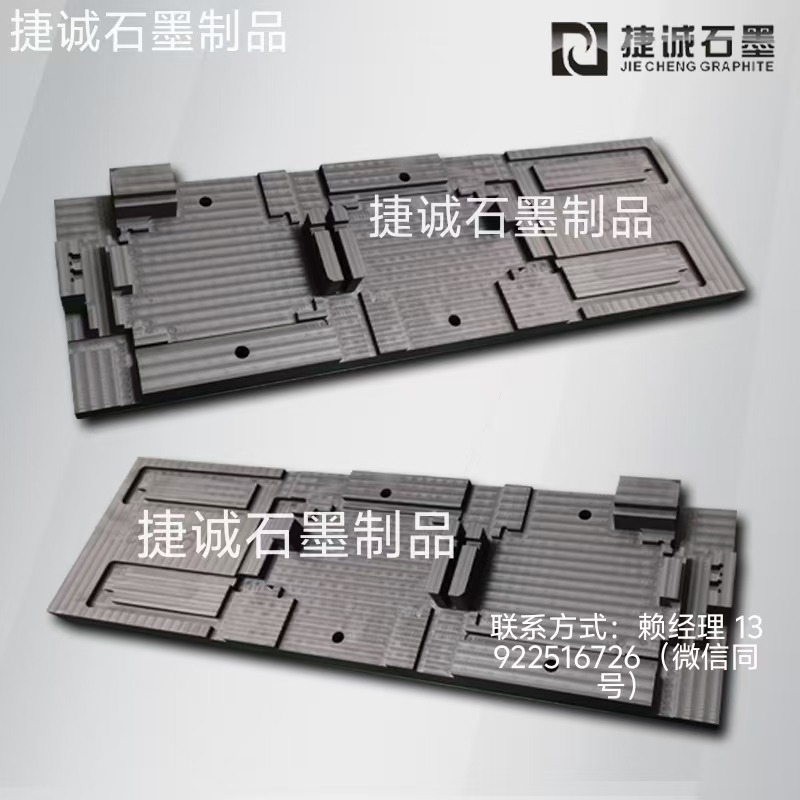
-
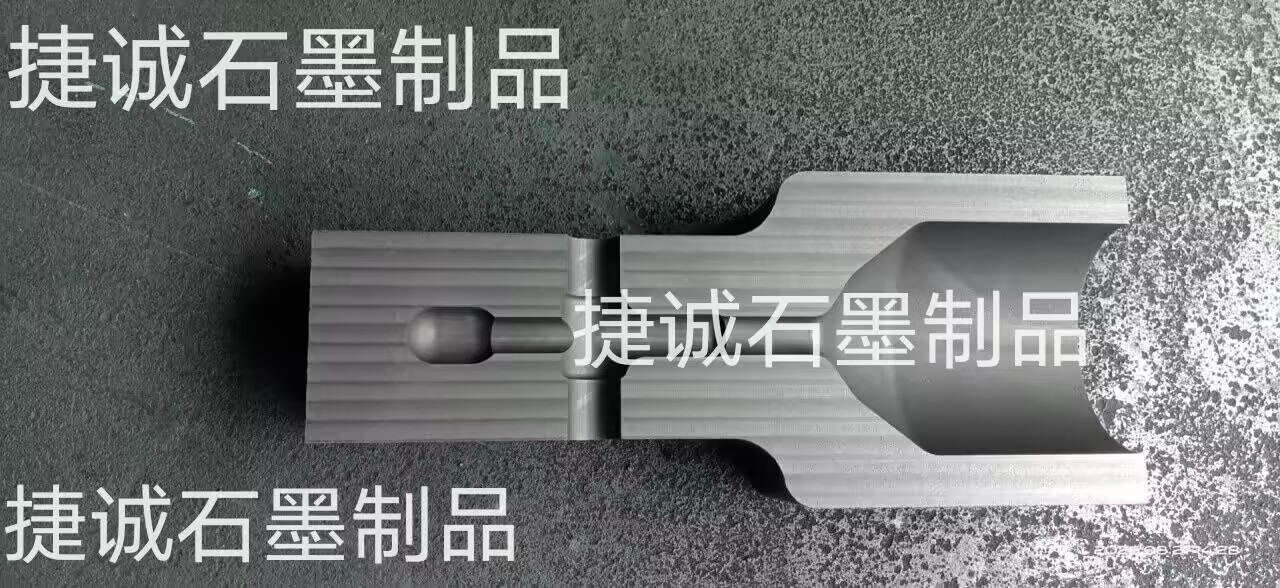
高压电缆热缩焊接模具,接地棒电缆放热焊接模具,防雷接地专用放热焊接模具 ,热熔焊接石墨模具厂家 ,防雷接地放热焊接石墨模具 ,放热焊接模具防雷接地夹具,放热焊石墨模具
-
石墨模具,高纯石墨模具,烧结石墨模具,封装石墨模具,电子烧结石墨模具,石墨夹具,石墨模具加工厂,石墨模具加工,石墨治具,石墨夹具,石墨模具生产厂家,石墨模具加工厂
-
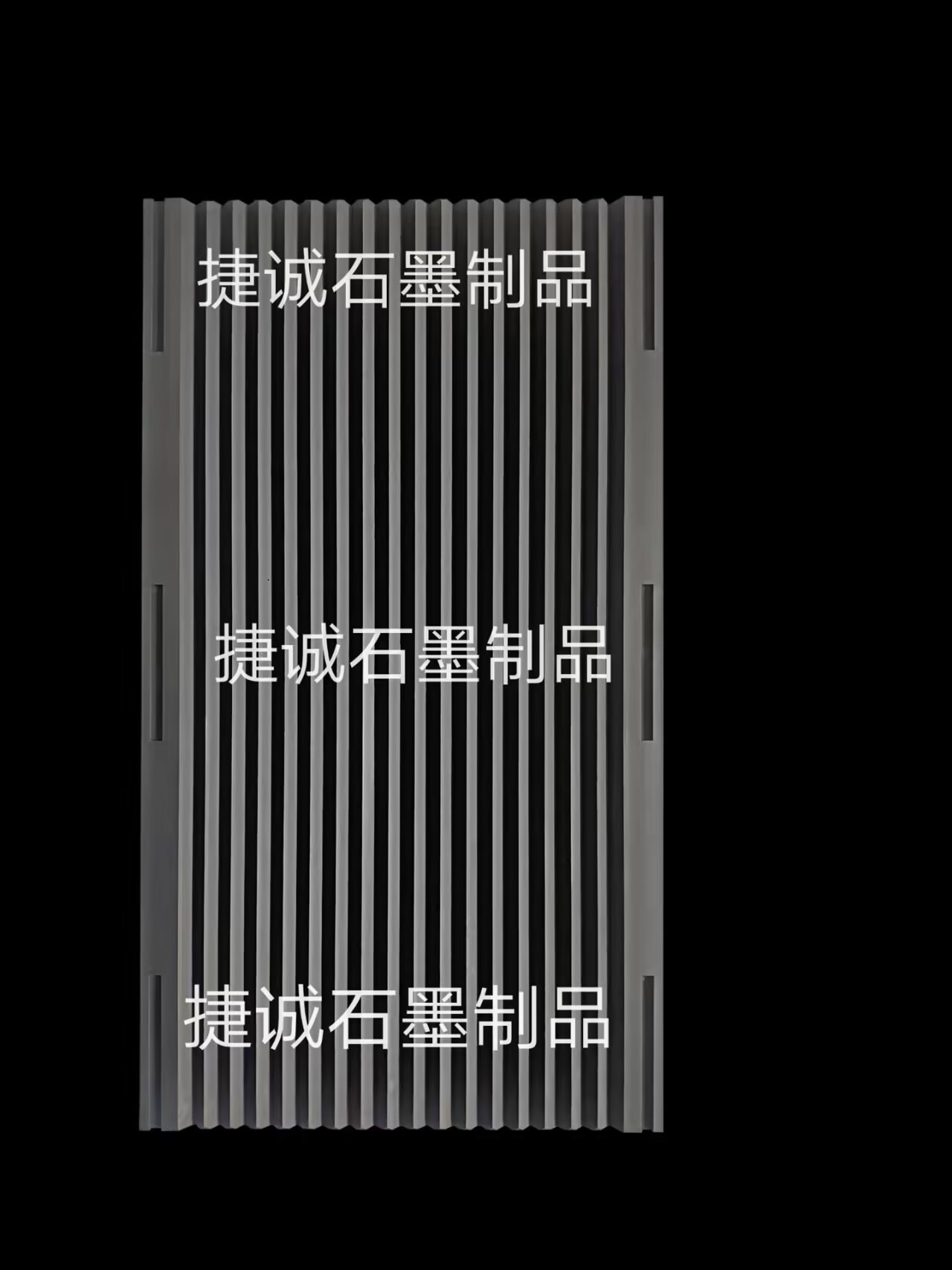
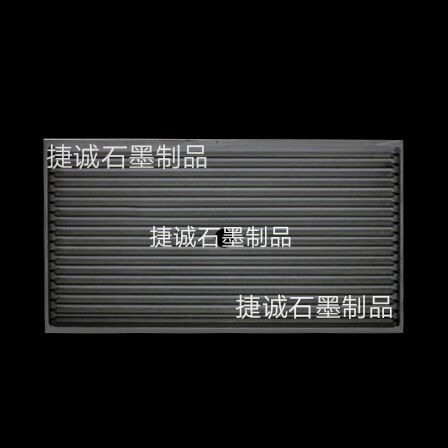
V型槽,V型石墨舟皿,金属冶炼金银铸造熔金石墨舟皿熔炉,供应烧结炉槽型石墨舟皿 ,硬质合金烧结炉石墨载具,EK2230石墨舟皿,金属冶炼用v型石墨舟皿,石墨舟皿加工,石墨模具加工
-

石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂
-
硬质合金烧结v型槽,冶炼用抗氧化石墨槽舟,罗兰石墨2160石墨舟皿,高纯度石墨方舟,高纯烧结石墨制品,硬质合金石墨舟皿加工,冶炼用抗氧化石墨槽舟,v型双向斜槽石墨舟皿,V型石墨舟皿加工
-
石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂