


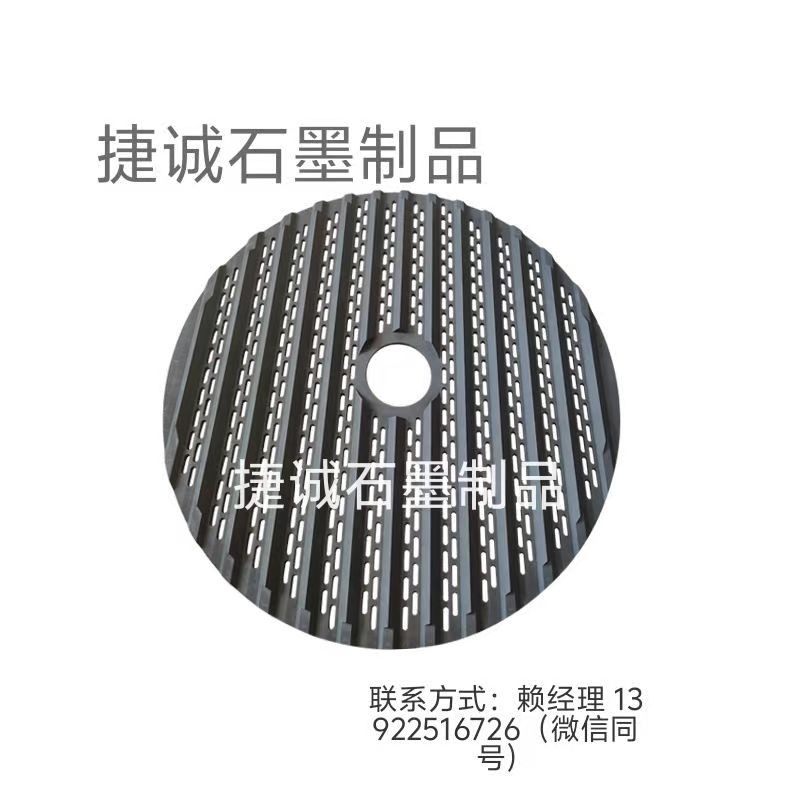
钨钢刀具烧结盘,石墨盘,刀具烧结石墨盘,石墨盘加工,钨钢刀涂层石墨圆舟,圆刀烧结石墨舟皿加工 ,石墨盘生产厂家
在钨钢刀具烧结盘加工过程中,需重点重视资料特性、工艺参数、设备保护、安全防护及质量检测等环节,以下为具体注意事项:
一、资料特性与预处理
粉末混合均匀性
碳化钨与钴粉需充分混合,防止成分偏析导致烧结后硬度不均。主张选用球磨机混合4~8小时,并定时查看混合效果。
湿度操控
粉末易吸湿,需在干燥环境(湿度≤40%)中储存,运用前需在120℃下烘干2小时,防止烧结时发生气孔。
二、限制成型操控
压力稳定性
限制压力需均匀(150~300MPa),防止部分密度差异导致烧结变形。主张选用双向限制技能,减少密度梯度。
模具精度
模具需定时校准,外表粗糙度Ra≤0.4μm,防止脱模时划伤工件。
三、烧结工艺优化
温度与时刻操控
烧结温度1400℃~1500℃,保温时刻2~4小时,升温速率≤10℃/min,防止热应力开裂。
示例:烧结温度每升高50℃,晶粒尺度可能增大10%,需严厉监控。
气氛保护
选用氢气或真空环境(真空度≤10?2Pa),防止氧化。氢气流量需≥5L/min,保证气氛均匀。
冷却速率
随炉冷却至室温,防止急冷导致裂纹。冷却速率需≤5℃/min。
四、设备保护与操作
烧结炉保护
定时查看加热元件和热电偶,保证温度操控精度±5℃。炉内需清洁,防止杂质污染。
磨床与CNC设备
主轴跳动≤0.002mm,刀具需选用金刚石或CBN材质,防止加工时发生微裂纹。
涂层设备校准
CVD/PVD涂层设备需定时校准气体流量和温度,保证涂层厚度均匀(±0.5μm)。
五、安全防护办法
粉尘防护
加工区域需配备高效除尘系统,粉尘浓度≤5mg/m3,操作人员需佩带防尘口罩和护目镜。
高温防护
烧结炉操作需穿戴隔热手套和防护服,防止烫伤。
气体安全
氢气运用需安装防爆设备和泄漏报警器,保证通风杰出。
六、质量检测与改善
尺度检测
运用三坐标测量仪检测尺度精度,公役需操控在±0.01mm以内。
金相分析
定时取样调查晶粒尺度和孔隙率,孔隙率需≤1%。
功能测试
硬度需≥HRA89,抗弯强度≥3000MPa。若不合格,需调整烧结参数或质料配比。
数据追溯
树立工艺参数数据库,记录每批次烧结温度、压力、时刻等数据,便于问题追溯和改善。
七、常见问题与解决方案
问题 原因 解决方案
烧结变形 温度不均或压力缺乏 优化烧结曲线,添加均热段时刻
外表氧化 气氛保护缺乏 查看氢气流量,替换密封件
涂层脱落 涂层前外表粗糙度缺乏 添加磨削余量,保证外表Ra≤0.2μm
加工崩刃 刀具磨损或切削参数不当 选用CBN刀具,下降切削速度至80m/min
八、总结
钨钢刀具烧结盘加工需严厉把控资料、工艺、设备和检测四大环节,经过以下办法提升成品率:
质料预处理:保证粉末干燥、混合均匀。
工艺优化:准确操控烧结温度、时刻和气氛。
设备保护:定时校准设备,保证精度和稳定性。
质量检测:树立全流程检测体系,及时反馈改善。
经过系统化办理,可明显下降废品率,提升产品功能和一致性。
-
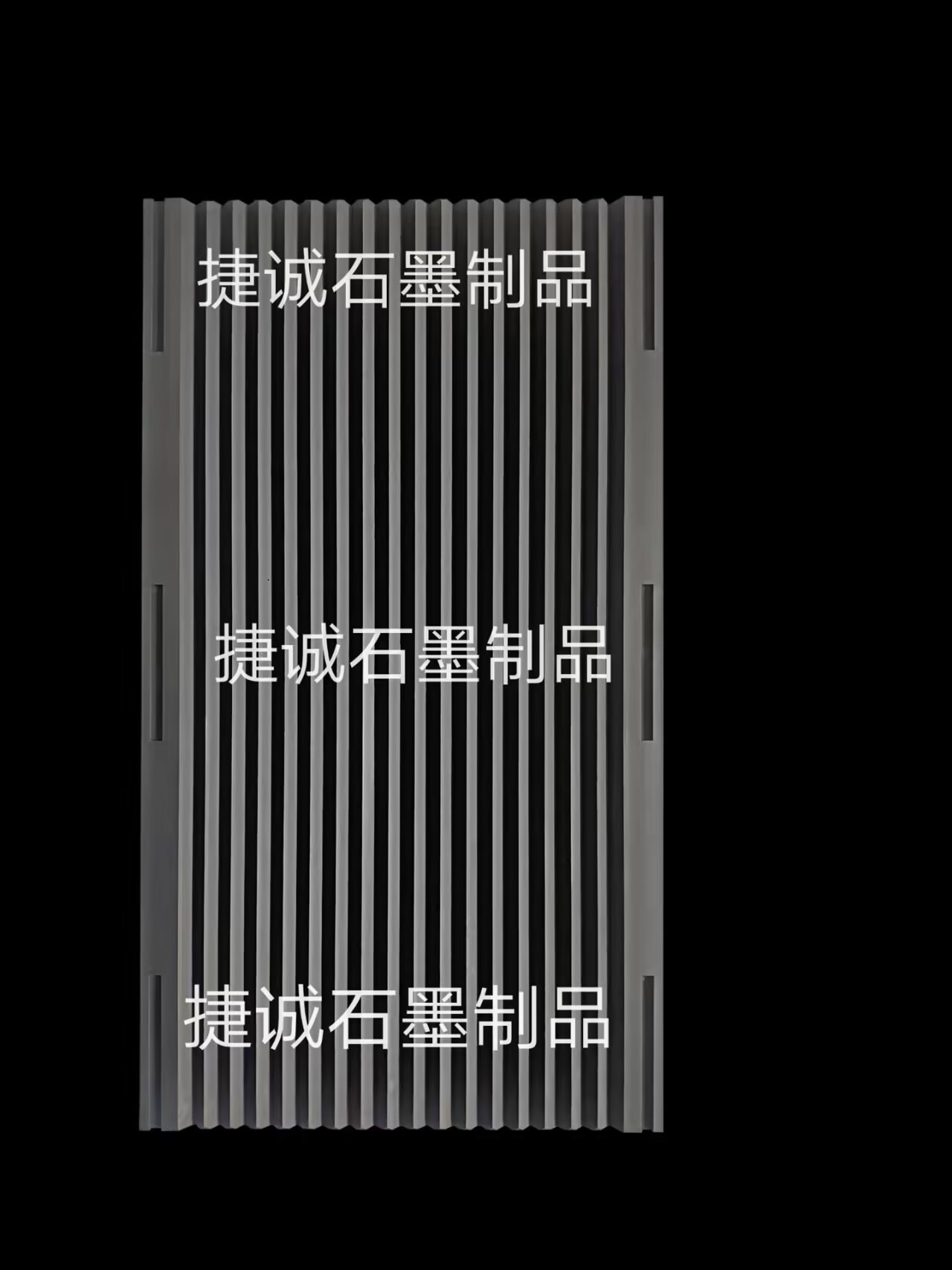
高温烧结石墨舟皿,供应锂电池负极材料烧结石墨舟皿,罗兰石墨2160石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-
V型石墨舟皿,高强度石墨舟皿 ,石墨舟皿,高纯石墨舟皿,硬质合金石墨舟皿加工,EK3205石墨舟皿,石墨模具,石墨舟皿加工,高强度石墨舟皿加工,V型石墨舟皿生产厂家,石墨舟皿生产厂家
-
V型石墨舟皿,高强度石墨舟皿 ,硬质合金石墨舟皿加工,EK3205石墨舟皿,石墨舟皿,高纯石墨舟皿,石墨模具,石墨舟皿加工,高强度石墨舟皿加工,V型石墨舟皿生产厂家,石墨舟皿生产厂家
-
V型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家
-
V型石墨舟皿,高强度石墨舟皿 ,硬质合金石墨舟皿加工,EK3205石墨舟皿,石墨舟皿,高纯石墨舟皿,石墨模具,石墨舟皿加工,高强度石墨舟皿加工,V型石墨舟皿生产厂家,石墨舟皿生产厂家
-
V型石墨舟皿,石墨舟皿,高纯石墨舟皿,高强度石墨舟皿 ,硬质合金石墨舟皿加工,EK3205石墨舟皿,石墨模具,石墨舟皿加工,高强度石墨舟皿加工,V型石墨舟皿生产厂家,石墨舟皿生产厂家