


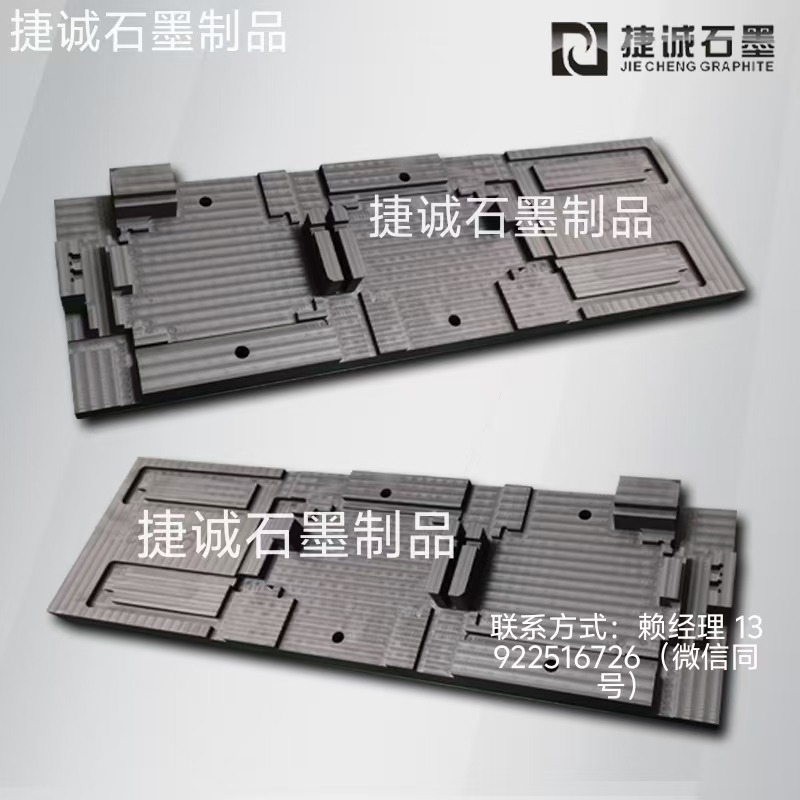
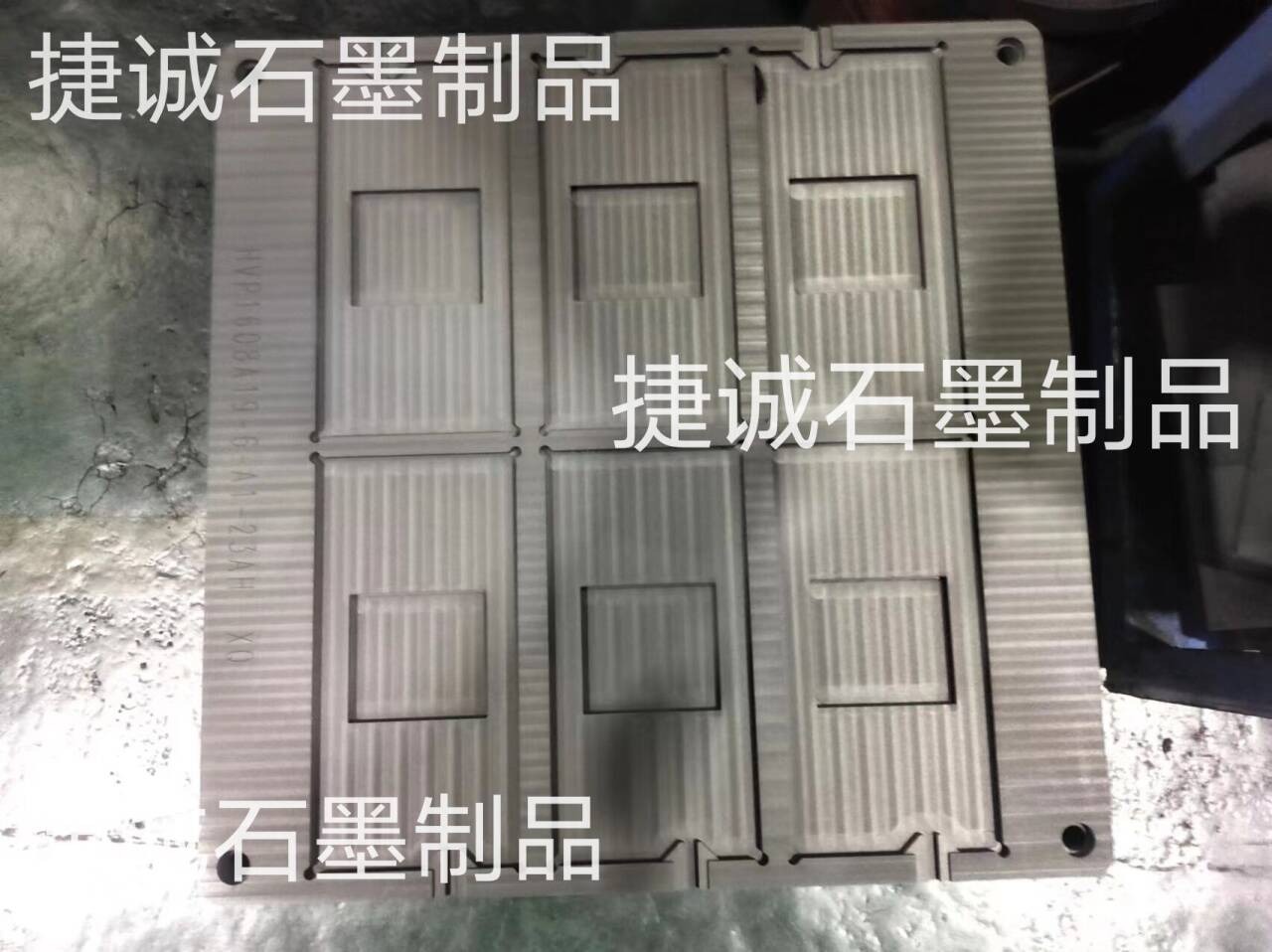
液冷板钎焊石墨模具,液冷板石墨模具,水冷板钎焊石墨模具,石墨模具,石墨夹具,石墨治具,石墨模具加工,石墨模具加工厂,液冷板钎焊石墨模具生产厂家
液冷板钎焊石墨模具的加热速率操控办法首要包括分段加热、PID操控算法以及实时监测与反应调理,以下是详细介绍:
分段加热
分段加热是一种常见的操控战略,将整个加热进程分为多个阶段,每个阶段设定不同的加热速率:
低温阶段:采用较慢的加热速率(如5-10℃/min),以避免资料因热膨胀过快而产生应力。例如,在钎焊进程中,先以10°C/min的升温速率将炉温升至300℃,然后在300°C保温20min,以保证所用的有机胶彻底蒸发。
中温阶段:恰当提高加热速率(如10-20℃/min),以缩短工艺时间。
高温阶段:在接近方针温度时,下降加热速率(如2-5℃/min),以保证温度均匀性和稳定性。例如,在钎焊温度前100℃下降升温速率,以避免在达到钎焊温度时,因为升温速度过快而使温度上冲超过钎焊温度而产生误差。
PID操控算法
PID(比例-积分-微分)操控算法是温度操控系统中常用的办法。经过实时监测炉内温度与设定值的误差,PID操控器能够动态调整加热元件的功率输出,从而完成加热速率的精确操控。PID参数的优化是保证操控效果的要害,一般需要根据详细设备和工艺要求进行调整。
实时监测与反应调理
温度监测:在加热进程中,实时监测炉内温度散布,并经过反应调理加热元件的功率输出。例如,使用热电偶等测温设备实时监测钎焊温度,保证温度波动在±5℃以内。
设置保温阶段:在加热进程中设置保温阶段,使资料内部温度均匀化,避免因温差过大导致的应力集中。
-
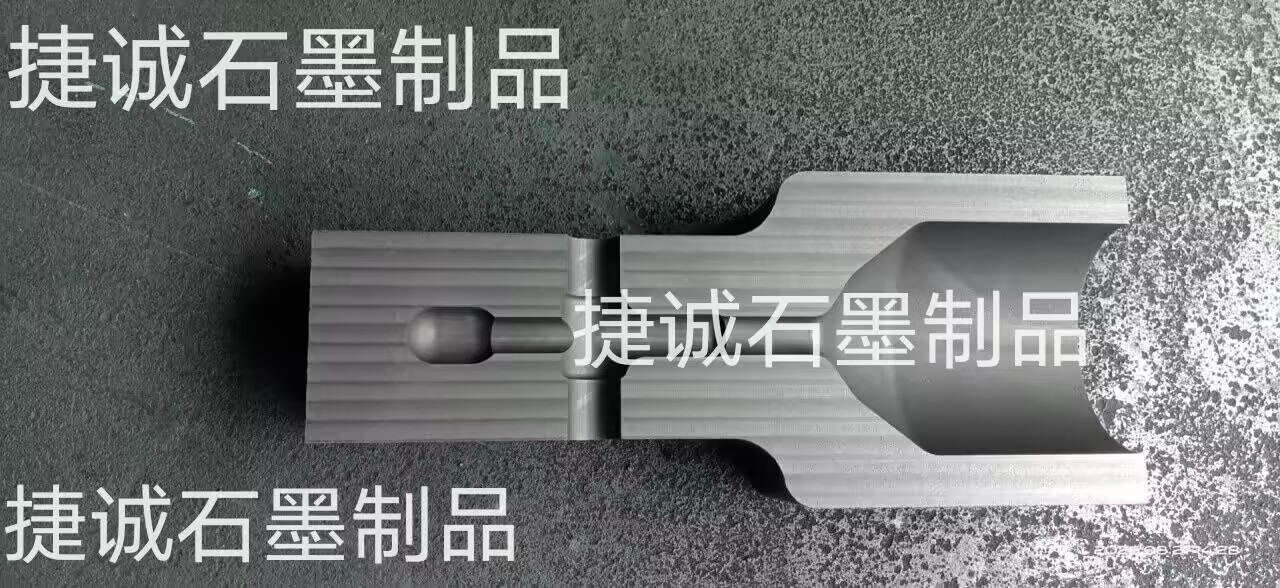
高压电缆热缩焊接模具,接地棒电缆放热焊接模具,防雷接地专用放热焊接模具 ,热熔焊接石墨模具厂家 ,防雷接地放热焊接石墨模具 ,放热焊接模具防雷接地夹具,放热焊石墨模具
-
石墨模具,高纯石墨模具,烧结石墨模具,封装石墨模具,电子烧结石墨模具,石墨夹具,石墨模具加工厂,石墨模具加工,石墨治具,石墨夹具,石墨模具生产厂家,石墨模具加工厂
-
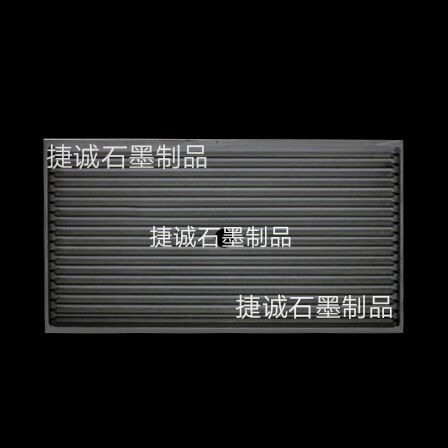
V型槽,V型石墨舟皿,金属冶炼金银铸造熔金石墨舟皿熔炉,供应烧结炉槽型石墨舟皿 ,硬质合金烧结炉石墨载具,EK2230石墨舟皿,金属冶炼用v型石墨舟皿,石墨舟皿加工,石墨模具加工
-

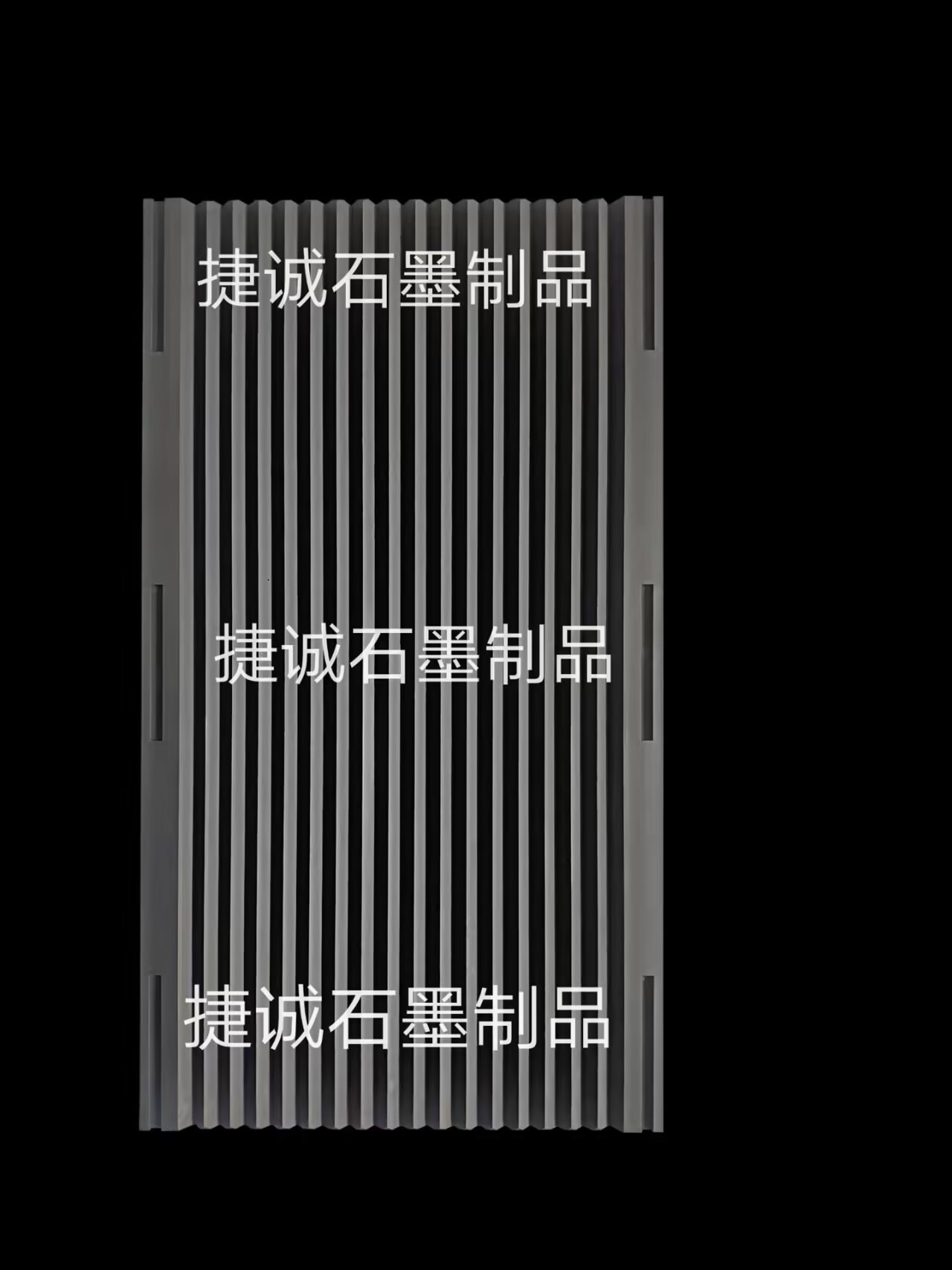
石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂
-
硬质合金烧结v型槽,冶炼用抗氧化石墨槽舟,罗兰石墨2160石墨舟皿,高纯度石墨方舟,高纯烧结石墨制品,硬质合金石墨舟皿加工,冶炼用抗氧化石墨槽舟,v型双向斜槽石墨舟皿,V型石墨舟皿加工
-
石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂