


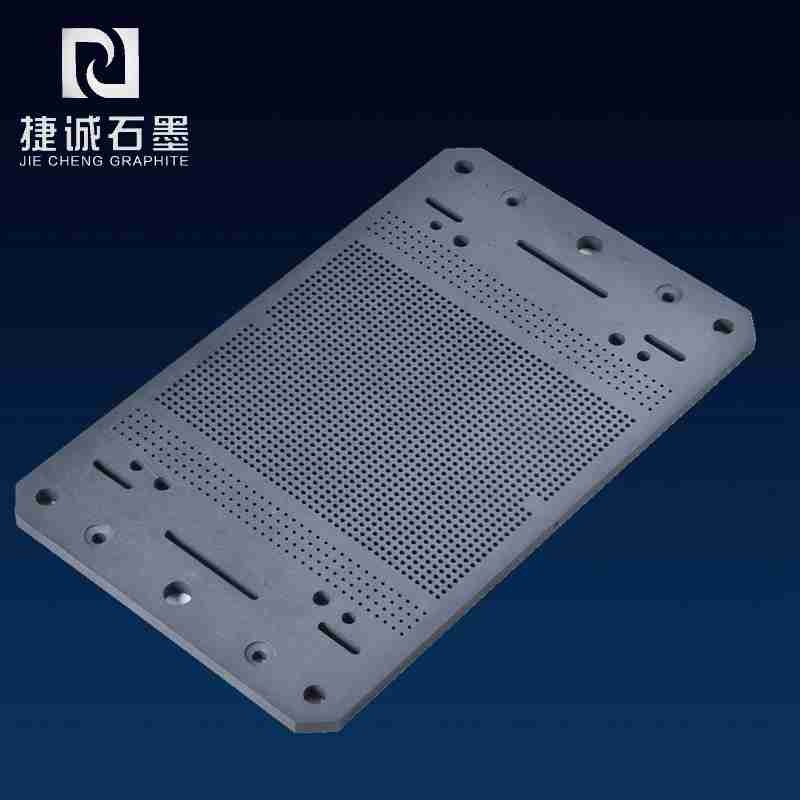
电子烧结石墨模具,石墨模具加工,半导体封装石墨模具,二极管封装石墨模具,烧结石墨模具,封装石墨模具,石墨模具,石墨治具,石墨模具生产厂家
电子烧结石墨模具的装炉方法是一个触及多个进程和细节的进程。以下是对这一进程的具体解释:
一、前期准备
组装模具:
将石墨模具的各个部件按照规划要求进行组装,如榜首上压头、上石墨垫片、第二上压头、内石墨套筒、下石墨垫片、第二下压头、榜首下压头等。
保证各部件之间的紧密配合,防止烧结进程中呈现漏粉或压力不均的状况。
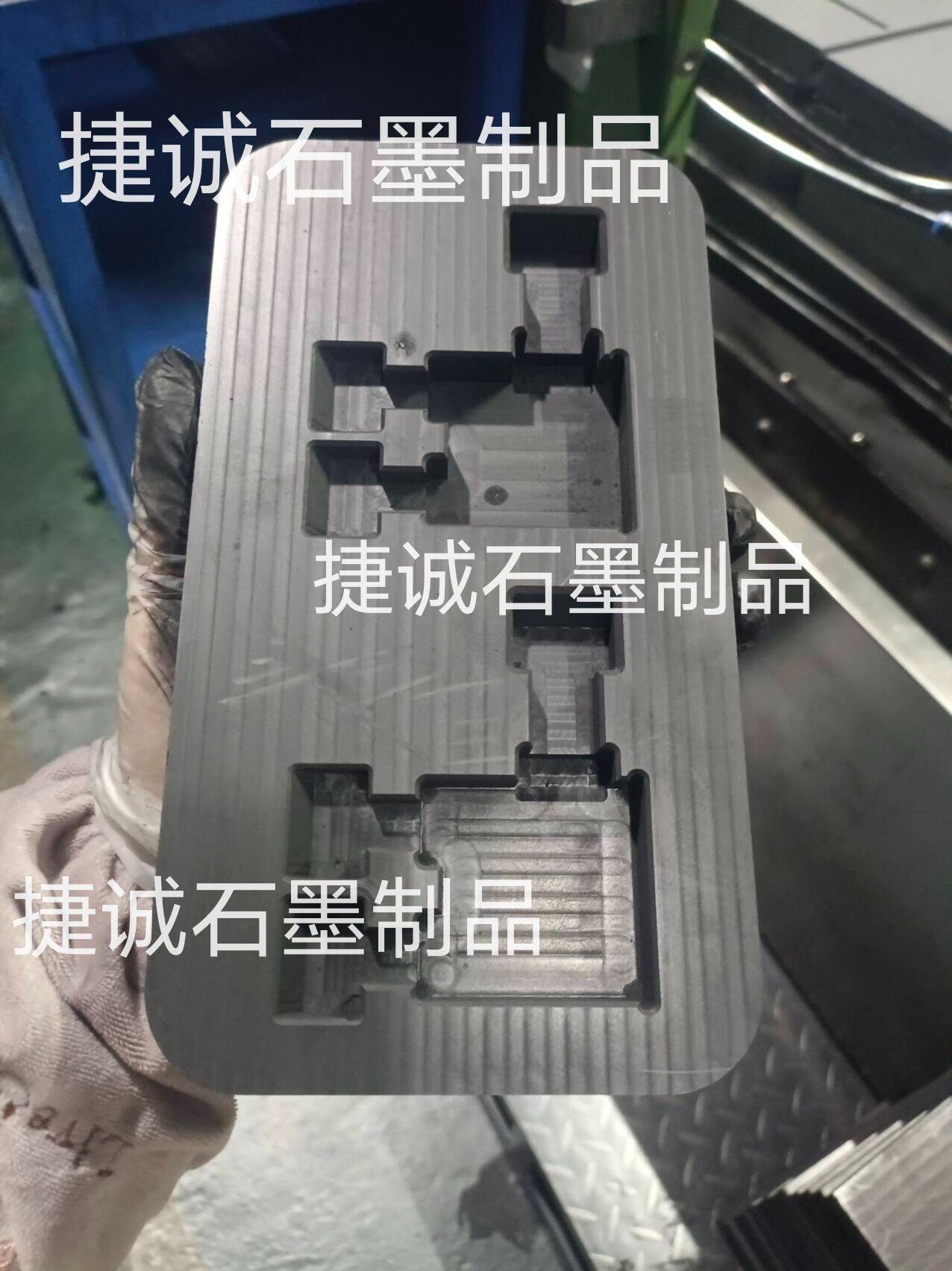
增加待烧结粉末:
将待烧结的粉末材料放入石墨模具的反应室内。
依据烧结工艺和产品要求,调整粉末的填充方法和密度。
放置石墨纸:
在模具的上压头和下压头与粉末触摸的面上,分别放置石墨纸。
石墨纸的作用是防止粉末与压头粘连,便于后续的脱模操作。
二、装炉进程
限位:
将装好的石墨模具两端放上限位块。
在水平架上将一切的限位块砸平,保证样品在石墨模具中的方位相同。
装炉:
将装完料的模具镶上石墨底座。
放入热压真空烧结炉中,调整模具在炉中的方位,使其在均温区范围内。
垫上石墨压头,用碳毡将口径处密封,并用刚玉垫块将碳毡压住,然后拧上螺丝,盖上炉盖。
三、烧结进程操控
送冷却水:
翻开冷却水阀门,经过橡皮管道给炉子、真空泵、电极、送电线路送冷却水。
抽真空:
封闭出气阀,翻开真空泵阀门,给真空泵送电。
此进程贯穿整个升温进程,保证炉内真空度。
送电升温:
调查炉内真空度的改动,当炉内真空度抵达要求后开端送电。
开端给炉子升温,跟着炉内温度升高,真空泵继续作业,坚持真空度。
保温加压:
烧结碳化硼制品在抵达烧结温度时需求保温一段时间,保证热量在试样内部充分传递。
保温时间完毕后,开端给试样缓慢加压,加压值需严厉操控在核算值之内。
通氩气:
加压完毕后通入高纯氩气一段时间,加速炉体冷却并防止石墨模具的氧化。
四、冷却与脱模
冷却:
烧结完成后,将石墨模具从烧结设备中取出,并进行天然冷却或强制冷却。
冷却速度要依据材料的特性和工艺要求来承认。
脱模:
待模具冷却至室温后,进行脱模操作。
由于石墨模具具有杰出的润滑性和耐高温性,脱模一般比较简单,但仍需小心谨慎,防止损坏烧结后的制品。
五、装炉方法的选择
电子烧结石墨模具的装炉方法主要有立装法、卧装法和混合装炉法。具体选择哪种方法取决于产品的规范、形状以及烧结炉的结构。
立装法:适用于大中规范制品,省力且效率高,但对制品长度有捆绑。
卧装法:适用于小规范制品、短尺寸制品和板材。
混合装炉法:适用于长度较短的焙烧品,能够充分利用炉芯的空间。
综上所述,电子烧结石墨模具的装炉方法是一个杂乱而精细的进程,需求严厉操控各个进程和细节以保证烧结质量和产品功能。
-

高纯度石墨坩埚,石墨坩埚加工,石墨匣钵坩埚,高纯石墨坩埚,高纯石墨坩埚,分析仪器石墨坩埚,光谱纯石墨坩埚,石墨坩埚加工厂,石墨坩埚生产厂家,高纯石墨坩埚加工厂
-

石墨轴承密封件,石墨轴承,石墨轴套,浸渍石墨轴承,石墨轴承套,石墨轴承加工,耐磨石墨轴套,石墨轴承加工厂,高纯石墨轴承,石墨轴承加工厂家,石墨轴承生产厂家
-

铜排软连接碳块,软连接石墨块,铜排软连接石墨块,软连接石墨电极,软连接石墨块加工,抗氧化石墨块,高分子扩散焊接石墨电极,软连接石墨块加工厂,软连接石墨块生产厂家
-
异形多层铝箔覆镍抗氧化石墨块,软连接石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块加工,高分子扩散焊接石墨块,软连接石墨块加工厂,软连接石墨块生产厂家
-

石墨烧结盘,钟罩炉烧结石墨盘,石墨盘,铜粉烧结石墨盘,烧结石墨盘,铜粉烧结石墨模具,石墨盘加工,钟罩炉石墨盘,隧道炉石墨盘,推板炉石墨盘,石墨盘加工厂
-
液冷板钎焊石墨模具,水冷板钎焊石墨模具,真空钎焊石墨模具,铜板钎焊石墨模具,水冷板液冷板真空扩散钎焊石墨工装 ,水冷板钎焊石墨模具加工,钎焊石墨模具生产厂家